
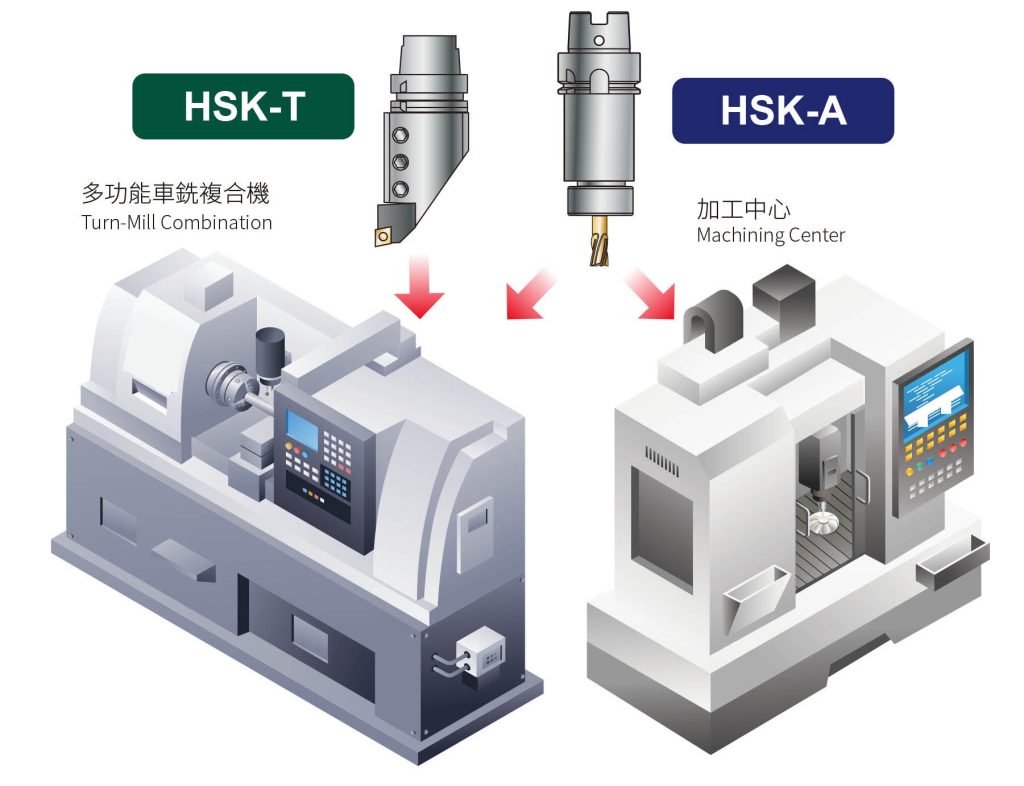
複合加工機(旋削とフライス加工を一体化した機械)の分野では、HSK-Tインターフェースのツーリングホルダシステムが頻繁に使用されます。では、このHSK-Tとはどのような構造を持つのでしょうか?
HSK-Tツーリングホルダシステムの概要
HSK-T型、またはICTM型と呼ばれるこの規格は、「ICTM(複合加工機インターフェース委員会)」の略称です。この委員会は、2001年に日本の主要な超硬工具メーカーとツーリングシステムメーカーによって設立され、「複合加工機インターフェース検討委員会」という名称で活動していました。
この規格は、マシニングセンターで使用されるHSK-A型(ISO規格:ISO12164-1:2001)と、複合加工機における旋削加工に適した新型HSKシステムに対応しています。HSK-Tは2013年にJIS規格(JIS B6064-3)として正式に制定されました。特に駆動キーとツーリングホルダのキー溝の嵌合公差が厳しく定められており、駆動精度の向上を図っています。ICTM型ツーリングホルダは、HSK-Aタイプの互換ツールとして選ばれることもあり、一般にHSK-T型と呼ばれています。
HSK-T型ツーリングホルダの特徴
1. 複合加工機とマシニングセンター間のツーリング互換性 (HSK-T vs HSK-A)
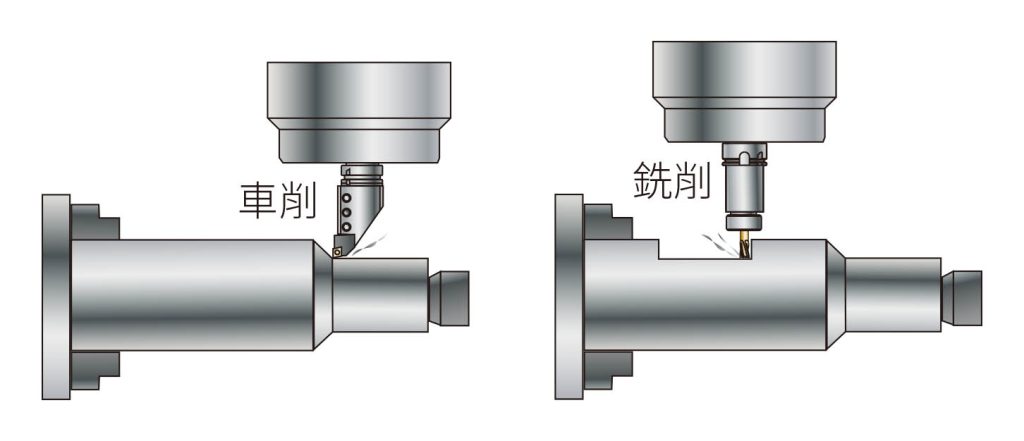
複合加工機は旋削とフライス加工を1台で行えるため、段取りや位置補正の時間を大幅に削減できます。HSK-T型は主軸のキーとホルダー溝の嵌合公差が厳しく管理されており、旋削時に高精度な刃先位置決めが可能です。従来のHSK-A型もフライス加工において引き続き使用できるため、両タイプの互換性が確保されています。
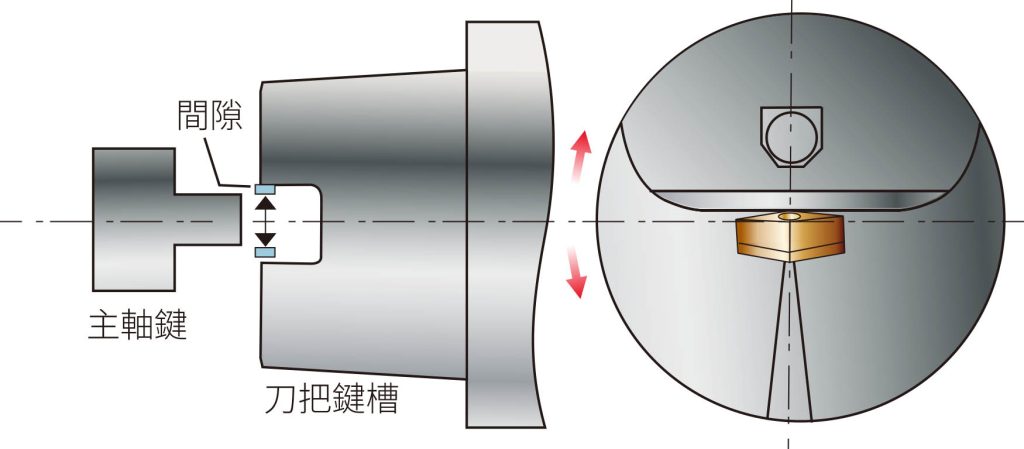
2. 旋削加工に最適な嵌合精度 (hsk-t63 vs a63)
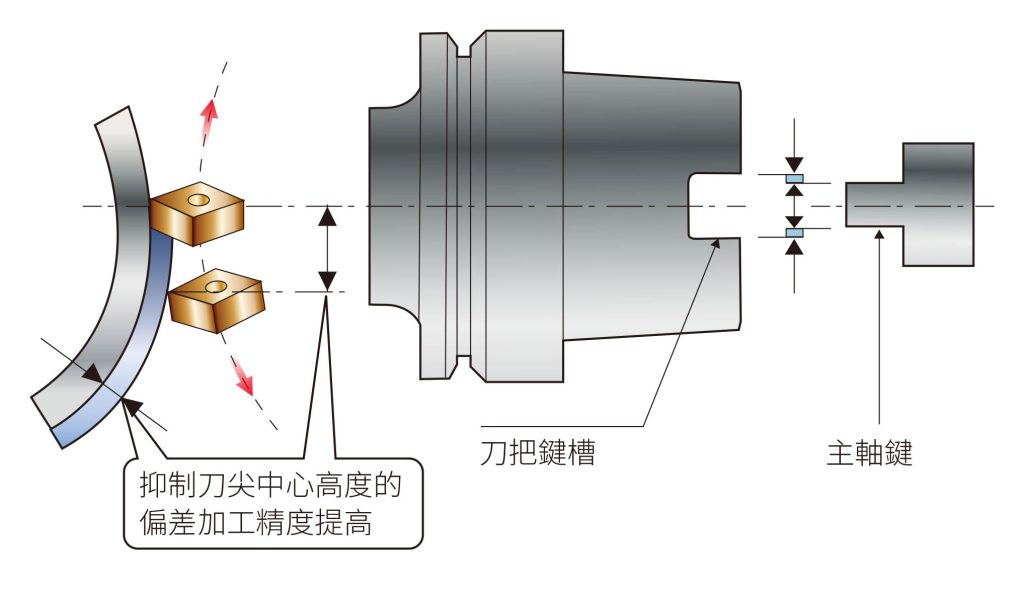
HSK-T型はスピンドルとツーリングHSKホルダの接触距離を最小化し、刃先の高さを安定して保持することで、切削径による誤差を抑制し、より高精度な加工が実現します。
3. 複合加工機に最適なストレートシャンクツールの対応
接近性が優れており、ワークとの干渉を回避できます。機械のB軸(ツールスピンドル)を特定の角度に傾けても、スピンドルやツーリングホルダ、ワーク、チャックとの干渉が起きにくい構造です。
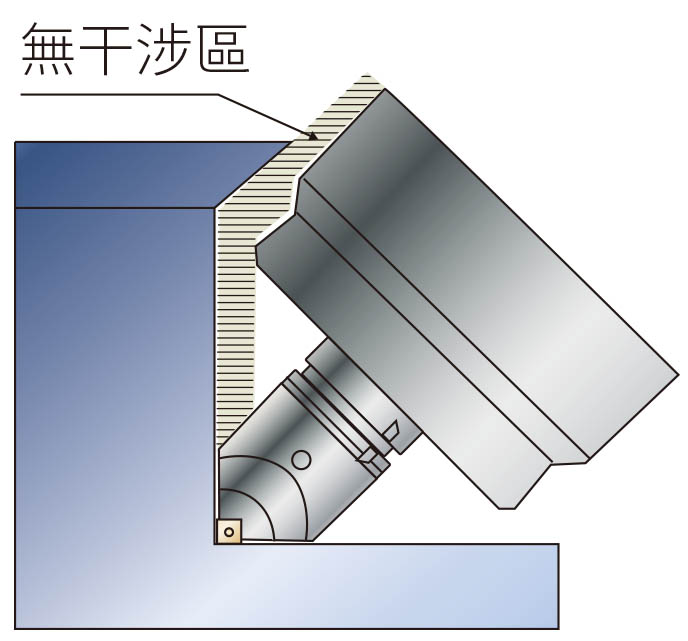
刃先が主軸の中心に正確に配置されることで、中心高さの精度が向上し、キーと溝の隙間の影響を受けにくく、より安定した高精度加工が可能です。
HSK-T型とHSK-A型ツーリングホルダの違い
規格の違い
HSK-T:JIS B6064-3
HSK-A:ISO 12164-1:2001、JIS B6064-1、DIN 69893
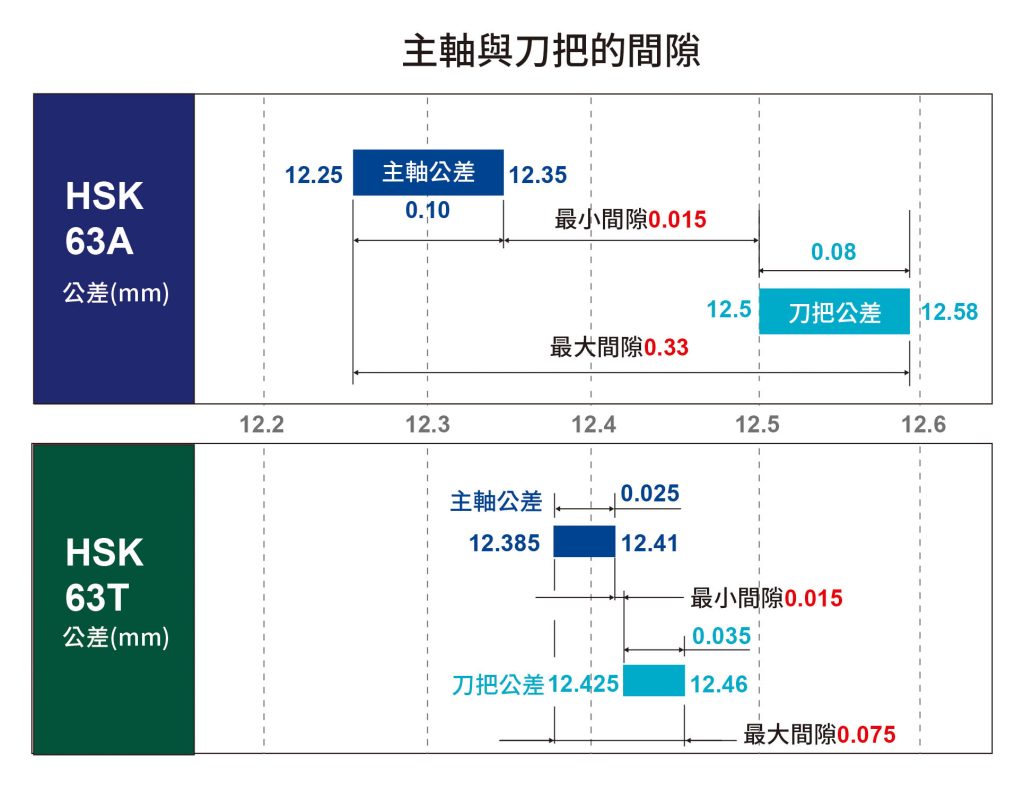
嵌合公差の違い
HSK-T型は旋削加工における高精度な刃先位置決めのため、主軸キーとホルダー溝の嵌合公差がHSK-A型よりも厳しく設定されています。
用途の違い
HSK-T型:主に複合加工機での旋削加工に使用される。
HSK-A型:マシニングセンターでのフライス加工に使用される。複合加工機ではフライス加工用途としても共用可能。








構造安定性を追求した HER コレットチャックツールホルダが、高精度かつ信頼性の高い加工を実現
January 27, 2026

カスタマイズ対応・油圧式膨張マンドレル ― 先端製造業向けの高精度ワーク固定ソリューション
June 30, 2025
2026台湾国際工作機械見本市は、2026年3月25日(水)から3月28日(土)まで開催されます。
March 5, 2026

南臺科技大学 機械工学科の教員・学生が PARFAITE を企業実務見学
December 17, 2025
