Heat & Special Treatments
熱処理及び特殊処理
高精度で長寿命のツーリングホルダは適切な熱処理が行われていないと、いくら先進的な材料や加工設備を使用しても実現できません。正しい優れた熱処理により、材料を加熱し、急冷処理を行うことで、高いマルテンサイト転換率を得ることができます。これにより、製品は硬度、密度、耐摩耗性、曲げ強度、引張強度において優れた工作機械的特性を持つことになります。一方で、誤ったまたは不十分な熱処理は、密度が低い材料、硬度の不均一性、過剰な残留応力、過剰なオーステナイト化、異常な粒径や密度を引き起こし、その結果、望ましい工作機械的特性が達成できず、材料の変形や亀裂が生じ、ツールホルダーの精度や寿命に悪影響を及ぼすことになります。
PARFAITEは熱処理のアウトソーシングを採用していますが、厳格な資格審査とコストに関係なく品質のみを追求する方針を採用しており、長期的な協力のために台湾全体で最高のメーカーを厳選し、日本の技術コンサルタントと随時見直し、改善しています。 PARFAITEは、手抜きをせずに、段階的かつ現実的な方法でのみ、正確で長寿命の製品を製造できると固く信じています。
また、鋼は急冷工程を経ているため、ルースアイアンの製造に加えて、オーステナイトアイアンも製造されます。組織的には、残留オーステナイト鉄は不安定な組織構造に属しており、温度や加工などの外的要因の影響で、エネルギーにより散乱した麻鉄に変化し、体積が膨張することが多い。サイズ変更を生成します。鋼が急冷された後、残留オーステナイト鉄含有量は2%から30%の間です。また、鋼のグレードと急冷の程度にもよりますが、0.15%から30%まであります。残留オーステナイト鉄構造の存在は一種の不安定相であり、鋼の量が多いほど硬度が低くなり、加工中の温度変化や相変化により寸法変化が発生するため、残留オーステナイト鉄を低減することは非常に重要ですが、急冷・冷房過程でオーステナイト鉄が安定しないようにする必要があり、浅田で発生するルース鉄の量を増やし、硬化性を向上させたり、急冷変形を低減したりする必要があります。
熱処理自体の不備による上記の材料の不安定性は、ハンドルの精度やその他の精度が時間やその他の条件によって変化する原因となります。重大度については、ハンドルの精度の説明を参照してください。そのため、油圧式やHSKフルシリーズなどの超精密ツールホルダーの品質も極限まで追求し、一般的な熱処理に加え、最先端の特殊処理技術を駆使して、長年にわたるツールホルダーの変形防止と改良を行っています。耐摩耗性、硬度の向上、均一な硬度、機械的特性と膨張調整の改善。
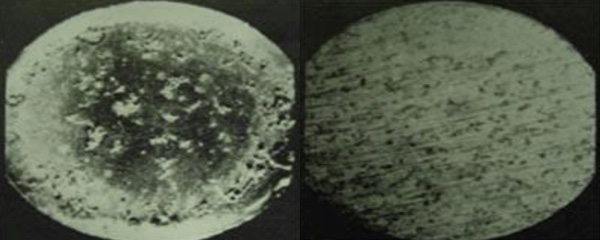
左:特殊処理前の冶金構造図(残留オーステナイト鉄の不安定な構造)/右:特殊処理後の冶金構造図(残りのオーステナイト鉄が浅田散乱鉄に変化)