
コレット
コレットチャックは、円筒形で外側がテーパー、内側がストレート構造の弾性クランプ工具です。通常、ナットやキャップと組み合わせてツールホルダー内部に装着され、ナットを締め付けることで均一な収縮力が発生し、工具シャンクをしっかりと把持します。 この構造により、高速回転時でも安定したクランプ性能を維持でき、高い再現性と低振れを実現し、理想的な加工条件を提供します。また、さまざまなホルダータイプに対応できるため、異なるシャンク径の工具にも柔軟に対応可能で、システムの汎用性とコストパフォーマンスを向上させます。
コレット
コレットチャックは、円筒形で外側がテーパー、内側がストレート構造の弾性クランプ工具です。通常、ナットやキャップと組み合わせてツールホルダー内部に装着され、ナットを締め付けることで均一な収縮力が発生し、工具シャンクをしっかりと把持します。 この構造により、高速回転時でも安定したクランプ性能を維持でき、高い再現性と低振れを実現し、理想的な加工条件を提供します。また、さまざまなホルダータイプに対応できるため、異なるシャンク径の工具にも柔軟に対応可能で、システムの汎用性とコストパフォーマンスを向上させます。
品質
Parfaiteのツーリングホルダの品質
| 材料 | 硬度 | 表面仕上げ | 低温処理 | テーパーシャンク精度 | |
|---|---|---|---|---|---|
|
|
Steep Taper NiCrMo HSK / Premium Chucks Higher Grade | 55〜58Hrc最小深さ0.8mm | RA.0.15μm | 180度 | AT3 か DIN69893より良い |
| 他のブランド | CrMo NiCrMo | 50〜55Hrc最小深さ0.6mm | RA。0.2-0.4μm | Nil or Only Sub-Zero (-90) | AT4 か DIN69893から外れ |
| 変位精度 | 研削機械 | 検査方法 | バランス調整 | ||
|---|---|---|---|---|---|
|
|
カタログ通り | スイス製の最先端技術のもの | 訓練済みの担当者による、認証済みのゲージにて、100%検査 | バランス機で実際にバランス調整済み | |
| 他のブランド | カタログ通りに従わない事が多い | 一般市販品 | 未訓練の従業員による、未認定ゲージにて抜き取り検査 | 事前にバランス調整済みの数値でバランス調整済みの数値に流用する |
低温処理
ツーリングホルダ内部に残るオーステナイトはマルテンサイトに変換され、その変化した構造は97%〜98%に達します。右側の画像は、同じ材料で異なる熱処理を施した2つの金属組織図です。もしナイフハンドルが低温処理されると、その寿命と安定性は未処理の材料を大きく上回ります。当社の製品にはHY、CR、PFCなどがあります。
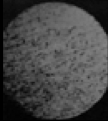
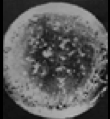
左図 | 超冷却処理後の金属組織図
右図 | 超冷却処理なしの金属組織図
精密ツーリングホルダシリーズ製品一覧
絞り込み条件
{{ Object.keys(filterParams).length > 0 ? '篩選結果' : '全系列刀把' }} ({{ products.length }})
FAQ
常見問答
ツールがコレットから滑ったり緩んだりするのはなぜですか?どう防げますか?
原因と対策:
- コレットの取り付け順序が間違っている(コレットをナットに先にセットし、その後ツールをホルダーに入れる)と、ツールが滑る原因になります。
- コレット、ナット、ツールシャンクの汚れや異物は保持力と同心精度に影響するため、交換前に必ず清掃してください。
- 低品質や摩耗したコレット/ホルダーは保持力と精度を低下させます。
改善策:
- コレットの正しい取り付けと清掃
- 適切なサイズのコレットを使用
- 摩耗部品は定期的に交換
コレットやツールホルダーはどのくらいの頻度で交換すべきですか?
固定された基準はなく、使用頻度や状態に応じて判断します。
コレットは通常、400~600時間または2~3か月ごとに交換の可否を評価します。
摩耗、ひび割れ、保持不均一がある場合はすぐに交換してください。
ツールホルダーは使用状況に応じて柔軟に対応できますが、ランアウトや精度低下がある場合は交換が必要です。
コレットを正しく取り付けても、ランアウトや加工精度が悪いのはなぜですか?
原因:
- 汚れや異物により保持が偏心する
- コレットの疲労や変形で保持力が低下する
- り付け不良やツールの挿入深さ不足
- ツールホルダーやスピンドル精度の低下
改善策:
- すべての接触面を清掃
- 摩耗したコレットを点検・交換
- 推奨トルクで締め付け
- ランアウトを定期的に測定