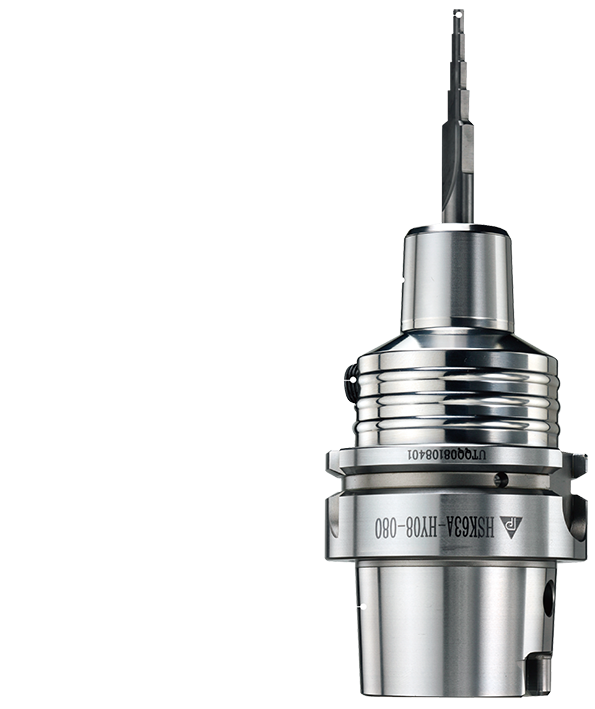
ハイドロチャック
ハイドロチャック

高価な機器を使わずに、3μの加工目標を達成できます。
ハイドロチャックは、油圧膨張技術によるロックする方法を採用し、迅速に3µという高精度の要求を達成します。さらに、ダンピングと振動減衰性能により、切削チャターを減少させ、製造効率を向上させることができます。高性能・高精度のための最適なツーリングホルダです。

3µmの高精度
振れ精度≦0.003mm

10秒以内で高速工具交換可能
簡単な工具交換及び高い繰り返し精度の実現

機械加工における振動を減少
より良い表面仕上げで工具コストの削減。

ツールスピンドルを保護し、機器の寿命を延ばします
特殊な熱処理工程を行うことで、最高の精度と耐久性を維持

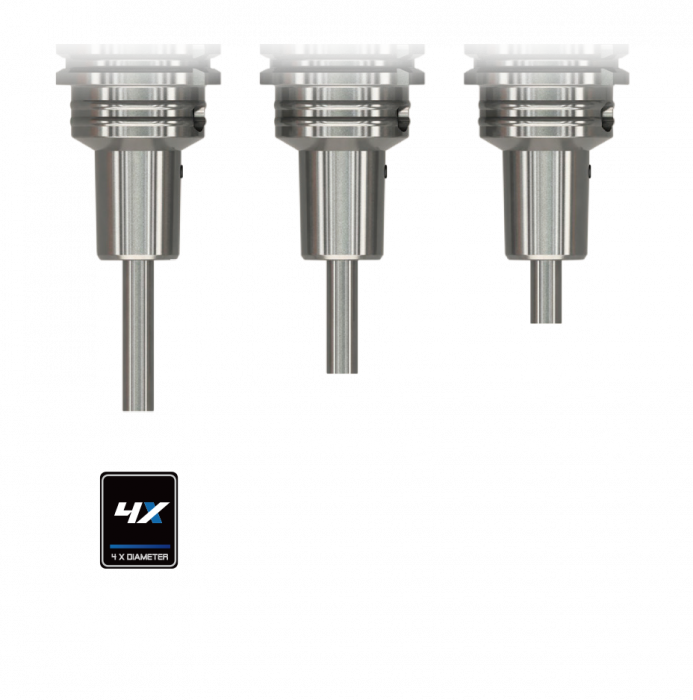
精度測定:ツーリングホルダは直径の4倍の長さ。4 x dø(最大80mm)
振れ精度≦0.003mm 4倍の長さでの精度
360°で両側をクランプ
360°及び2点全面クランプ方式

4D 3μmの精度を感じる
同じ3μmですが、深さが違います。
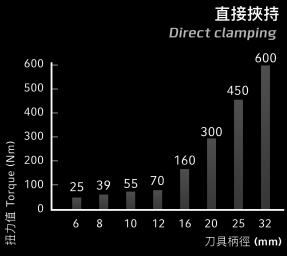
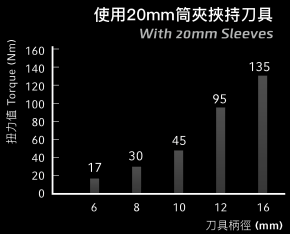
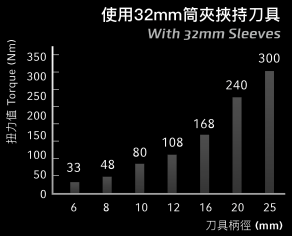
ハイドロチャックのクランプ回転力
FAQ
常見問答
ハイドロチャック(油圧ホルダ)のクランプ不良や故障の最も一般的な原因は何ですか?
主な原因は以下の通りです
- 工具が奥まで挿入されていない、または内径・シャンクが十分に清掃されていない
- 圧力スクリューがストップ位置まで締められておらず、把持力不足が発生
- 高温、油汚れ、切粉の侵入により内部油圧が不安定になる
推奨事項:把持前の清掃、ストップ位置までの締結、高温状態での頻繁な操作を避けてください。
ハイドロチャックの締め付け不足や、加工精度への悪影響を防ぐにはどうすればよいですか?
- 工具シャンク径は規定公差(一般的に h6)を満たす必要があります
- 最小把持長さを必ず確保してください
- 圧力スクリューの清掃・潤滑を定期的に行い、工具なしでの空締めは避けてください
これらが高精度と安定把持を維持する重要なポイントです。
ハイドロチャックの寿命と、メンテナンス(保守)の重要ポイントは何ですか?
油圧ツールホルダの寿命は以下に左右されます。
- 日常的な清掃と潤滑が適切に行われているか
- 切粉や汚れの内部侵入を防げているか
- 使用温度が適正範囲内であるか
定期的な把持状態と内部圧力の点検が、長寿命化につながります。





