
ツーリングホルダ (ツール バー) とそれが CNC 工作機械でどのような役割を果たすかについて簡単に説明します。
加工精度と自動化の要求に伴い、CNC 工作機械が工場で広く使用されるようになりました。これらの工作機械と使用されるツールは、さまざまな場所から来ており、モデルや規格も異なります。この記事では、CNC工作機械の加工に必要な重要な付属品の1つであるツーリングホルダについて簡単に紹介します。
ツーリングホルダを選択するための 3 つの基準
ツーリング ホルダまたはツールバーツールホルダーと呼ぶ人もいます。CNCツールホルダーの英語訳は、工作機械のスピンドルとツールを接続する「ブリッジ」です。上部と下部を接続する重要な役割を果たします。上部は主に、スピンドルの性能、トルク、速度などのパラメータがツールホルダーを介して出力されることを反映し、下部は、ツールホルダーがツールをクランプして正常な加工を実現する必要があることを反映し、加工精度、ツール寿命、加工効率に関連し、最終的な加工品質と加工コストに影響します。したがって、異なる処理条件で適用可能なハンドルを一致させることにより、半分の労力で 2 倍の結果を達成できます。したがって、適切なナイフのハンドルを正しく選択することが非常に重要です。各種加工の要件は異なるため、それに対応するために異なるクランプ方式のツーリング ホルダが使用されます。ここでは、さまざまなナイフハンドルの共通の特徴を簡単に紹介します。
適切なナイフのハンドルを選択するには、まずそれがどのように分類されるかを理解する必要があります。それを区別する方法は 3 つあります。1. シャンク仕様 2. クランプエンドシステム 3. 加工精度と機能上の考慮事項
1. ハンドルの仕様によって区別されます。つまり、機械のスピンドルとツーリング ホルダを組み合わせることができるシステムです。
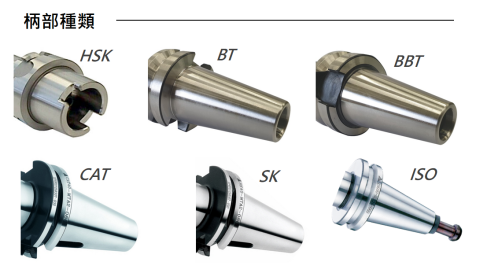
シャンクシステムも、マシニングセンターのスピンドル穴のテーパーに応じて2つのカテゴリに分けられます。
テーパー1:10のHSK真空ツールホルダー
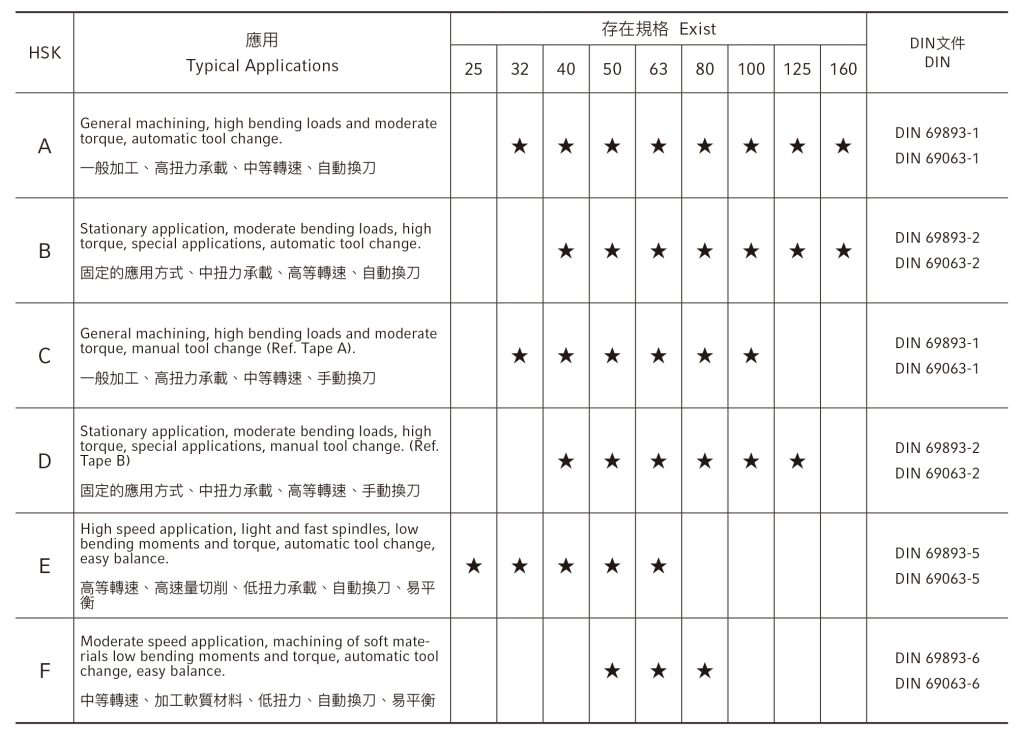
●HSK規格(DIN69893)にはA、B、C、D、E、Fがありますが、一般的に使用されている規格は
HSK-A(キー溝付き)とHSK-E(キー溝なし)
別の方法: テーパー7:24のSKユニバーサルツールホルダー
●BT仕様(JISB6339)はBTTシステムをサポートする2面も有する
●SK仕様(DIN69871)
● CAT仕様(ASME B5.50)
● ISO規格
2. クランプエンドシステム、つまりハンドルがツールをクランプする方法に基づいて区別します。
クランプ方法は、直接クランプとコレットクランプの2つのカテゴリに分けられます。
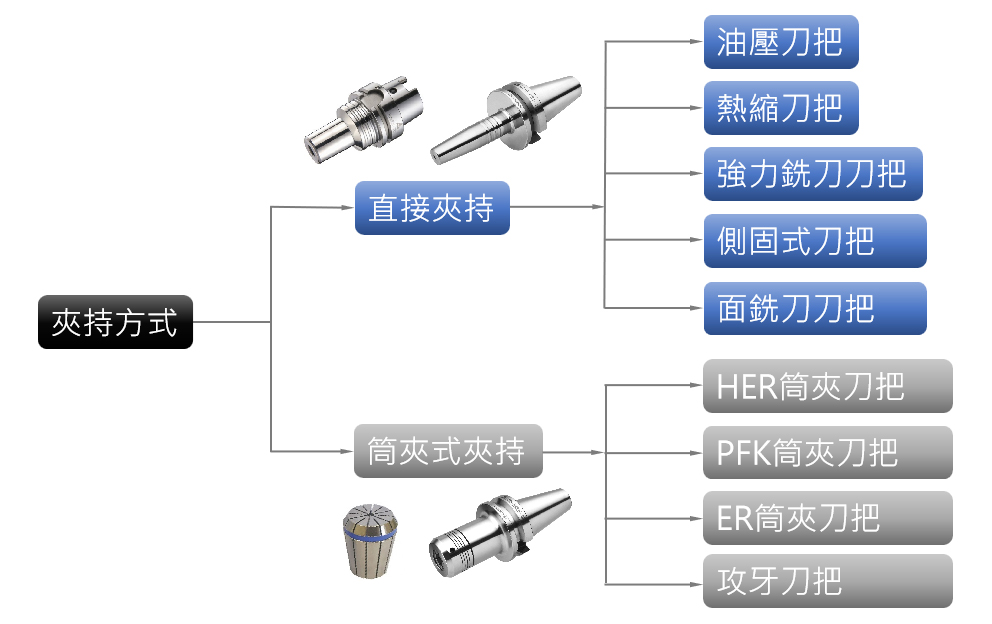
直接クランプには以下が含まれます:
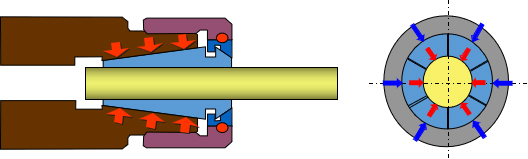
● ハイドロチャック油圧工具ハンドルとも呼ばれる油圧拡張技術をロックに使用し、迅速な工具交換を可能にし、振れ精度≦0.003mmの高精度要件を達成します。減衰および振動低減性能により、切削振動が低減され、生産効率が向上します。
● 熱収縮ナイフハンドル焼結工具ホルダー拡張ツーリング ホルダとも呼ばれ、熱収縮クランプ構造を採用し、誘導加熱を使用してツールクランプの内穴を拡張し、その後冷却してクランプ効果を実現します。
● 強力なフライスカッターハンドル; 振れ精度は≦0.01mmで、特殊なニードルローラー設計により、ロック時に発生する摩擦抵抗が低減され、超強力なクランプ力により、重切削時の工具落下を防止できます。
● サイド固定式フライスカッターハンドル; サイドロックハンドル、超強力なクランプ力、あらゆる種類の重い切断に適しています。
● フェイスフライスカッターハンドル;平面フライス加工に適した平面フライスカッターディスク用の専用工具ハンドル。
コレットクランプ(ナット + コレット + ハンドル本体で構成)は次のとおりです。
● HER collet Chuck台形ねじ山と独自の構造設計により、工具をクランプする際に高い剛性と超強力なクランプトルクを実現し、ユニバーサル ER コレットと組み合わせることで汎用性も高まります。
● PFKコレットハンドルコレットは片面4°角度設計を採用し、ツーリング ホルダのクランプ力を向上させます。
● ERコレットハンドルERコレットと組み合わせると汎用性が高く、さまざまなプロセスで使用できます。
● タッピング用のホルダーハンドルはタッピング用に特別に設計されており、さまざまなコレットと組み合わせて、リジッドタッピングまたは安全なトルクタッピングを選択できます。
3. 処理精度と機能に基づいて差別化する。加工手順や工具サイズが異なるため、重切削や仕上げ用の工具ハンドルも異なります。また、フライス加工、正面フライス加工、穴あけ、リーマ加工、ボーリング、タッピング、さらには小径干渉、エッジクリーニング、コーナートリミングなどの機能も異なるため、それらを完了するには対応する機能を備えた工具ハンドルが必要です。
ナイフのハンドルの精度に影響を与える 3 つの重要な要素を調べてみましょう。
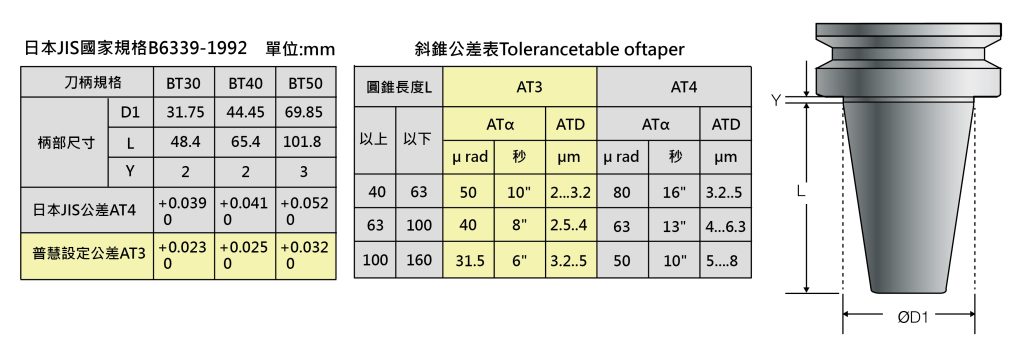
1.テーパー精度部品:
シャンク精度とは、工具シャンクとスピンドルの内穴との嵌合の許容差のことです。この許容差等級はAT1~AT9(JIS 1947)の9等級に分かれています。シャンク許容差等級が高いほど(数字が小さいほど)、工具シャンクとスピンドルの内穴との嵌合は近くなります。 IPUHUAI のツーリングホルダはすべて AT3 グレードまたは 85% で、スピンドルの内穴に適合します。 HSK ナイフハンドルの許容差は、DIN69893 の許容範囲に従って製造されることが保証されています。
2. クランプ精度と再現性:
再現性: ツーリングホルダの再現性とは、ツールを繰り返し分解、組み立て、またはクランプするたびに測定されるクランプ精度の変化を指します。


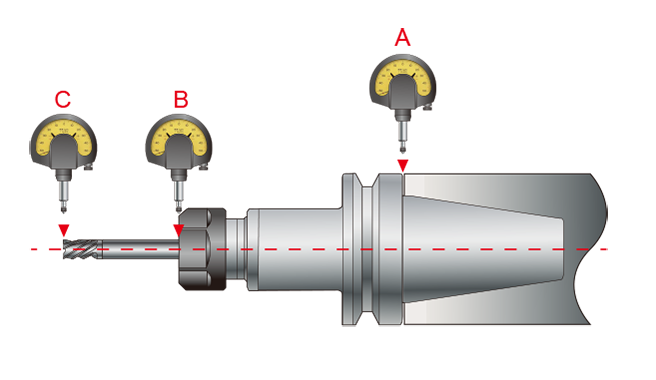
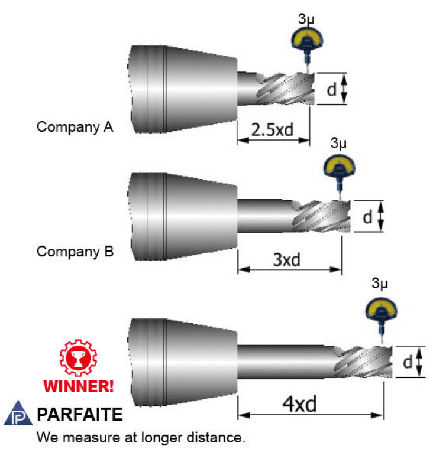
クランプ精度: ツールホルダーのクランプ精度とは、ツールをクランプした後のツールホルダーの振れを指します。測定方法は、試験棒をクランプし、ハンドル径の数倍の長さで360度回転させ、その振れを測定します。
クランプ精度と再現性処理の重要性:
- ワークの表面粗さと加工精度を確保
- 処理時間の節約
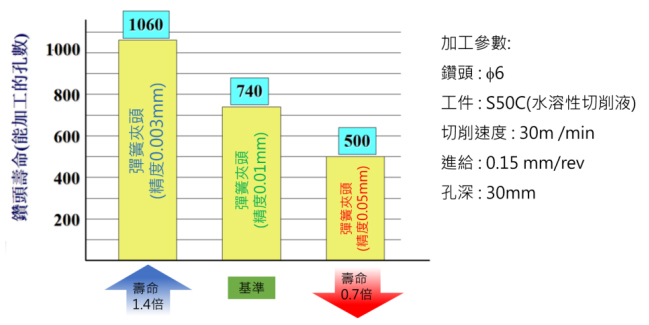
- ツールの寿命を保護および延長
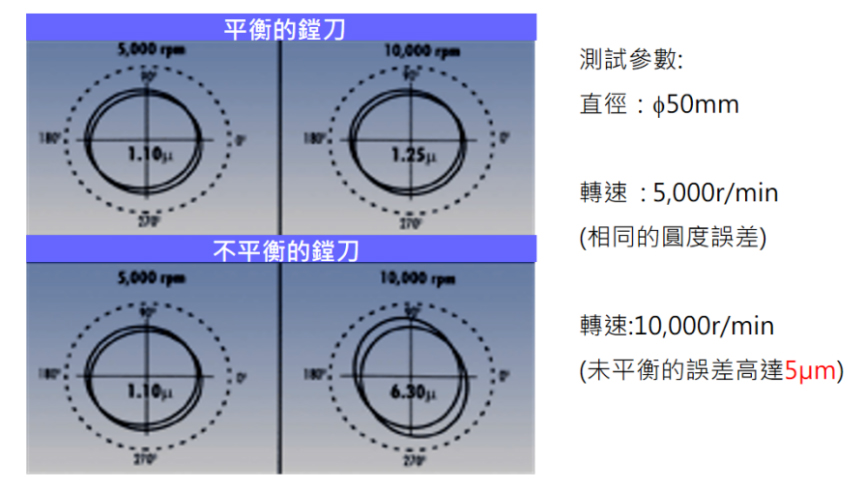
3.バランス調整部品:
動的バランスは、ハンドルの精度とともに、適格なツーリングホルダを測定するための最も基本的な指標として挙げられています。ツール ホルダーの不均衡の原因は通常は機能的なものであり、たとえば、エンド ミル ツール ホルダーのセット スクリューや、ツール ホルダーのキー溝の深さが不均一であることが原因となる場合があります。これらの原因は多くの場合、明確なルールなしにランダムに発生するため、状況に関係なく、ユーザーは最終的にこの不均衡を補正する方法を見つけて、動的バランス修正の目的を達成する必要があります。
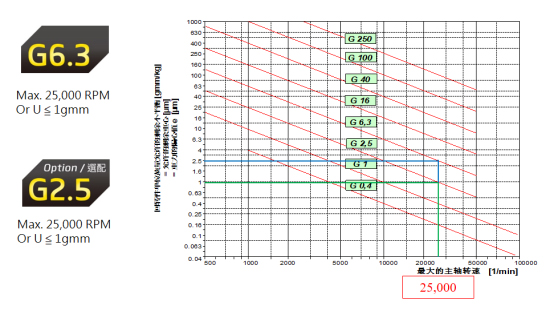
ダイナミックバランスグレードは、ISO 1940 規格に従って G4,000 から G0.4 までの 11 グレードに分類されます。 G 数値が低いほど、動的バランス レベルが高くなります。 G6.3はPuhuiの基本的なダイナミックバランスレベルであり、G2.5はオプションレベルです
適切なツーリングホルダを選択することの重要性:
作業に最適なツールです。さまざまなプロセスや条件の要件に応じて、最も適切なツール ハンドルを選択し、切断ソリューションを完成させることが当社の理念です。
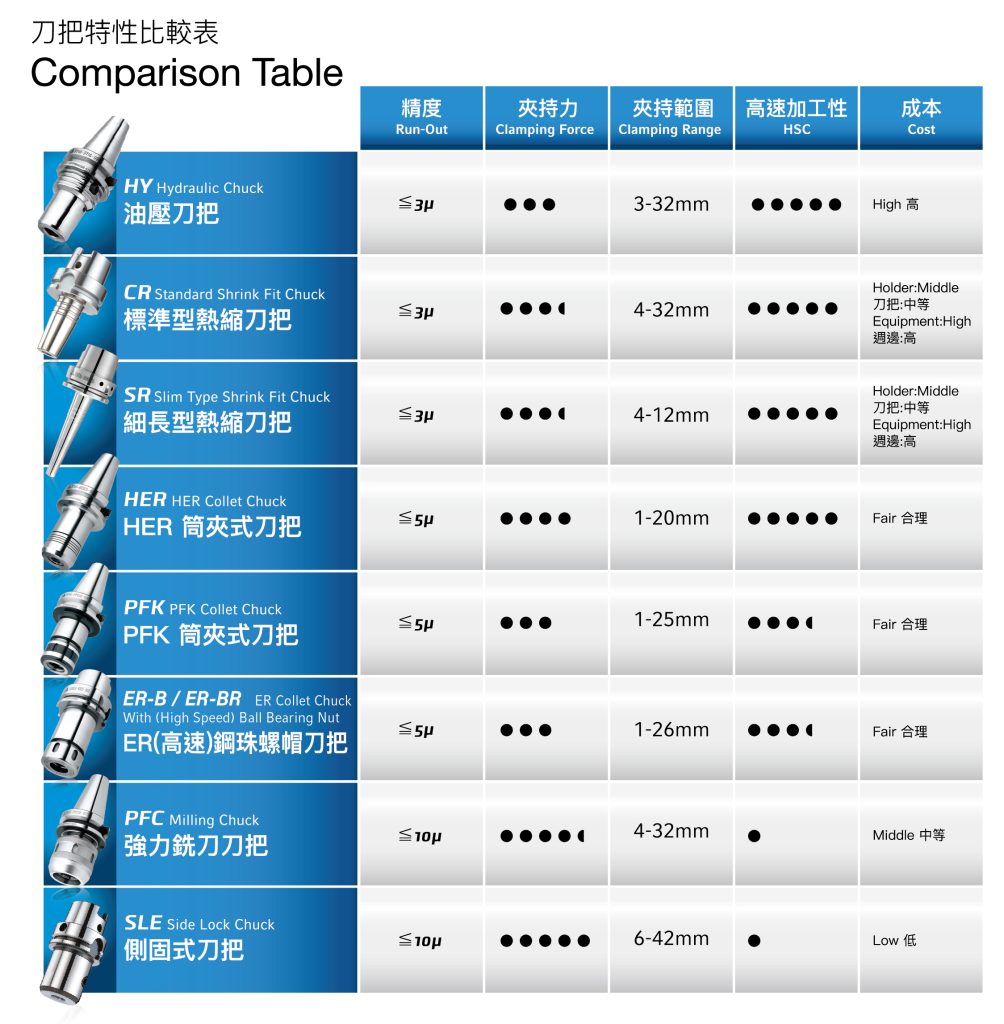
以下に振れ精度、クランプ力、クランプ範囲、高速加工、コストに基づいたツーリングホルダ特性比較表を作成します。ナイフのハンドルを選ぶための基本的な参考資料を顧客に提供する





構造安定性を追求した HER コレットチャックツールホルダが、高精度かつ信頼性の高い加工を実現
January 27, 2026

カスタマイズ対応・油圧式膨張マンドレル ― 先端製造業向けの高精度ワーク固定ソリューション
June 30, 2025

南臺科技大学 機械工学科の教員・学生が PARFAITE を企業実務見学
December 17, 2025
