
淺談CNC刀把(刀桿)及他在數控機床中扮演了什麼樣的角色?
隨著加工精度及自動化的需求,數控機床在工廠裡得到了廣泛的應用,這些機床和使用的工具來自不同地方,有著不同的型號和標準。本文就以數控機床加工中所需的重要配件之一刀把(刀桿)這領域來做概略的介紹。
3個選用CNC刀把(刀桿)的標準
CNC刀把或稱刀桿也有人稱為刀柄,英譯為CNC Tool Holder是架接機床主軸跟刀具的“橋樑”,負起承上啟下的重要功能,承上主要體現的是:主軸的一些性能、扭矩、轉速等參數是通過刀把來輸出; 啟下體現的是刀把要裝夾刀具來實現正常的加工,關係著加工精度、刀具壽命、加工效率優劣,並影響最終加工品質與加工成本。因此,在不同的加工條件下配上適用性的刀把才能發揮事半功倍的效益。因此正確選擇一把合適的刀把就顯得非常重要。由於各種加工的要求不盡相同,與之相呼應的是不同夾緊方式的刀把。在這裡,我們對各種刀把的普遍特點做如下簡單介紹。
正確的選用刀把首先要了解他的分類方式,而區分方式有三個1.柄部的規格 2.夾持端的系統 3.加工精度和功能的考量
1.依柄部的規格區分;也就是機台主軸與刀把柄部可結合的系統。
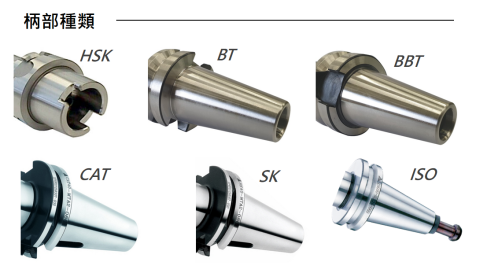
柄部系統也照加工中心主軸裝刀孔的錐度通分為兩大類
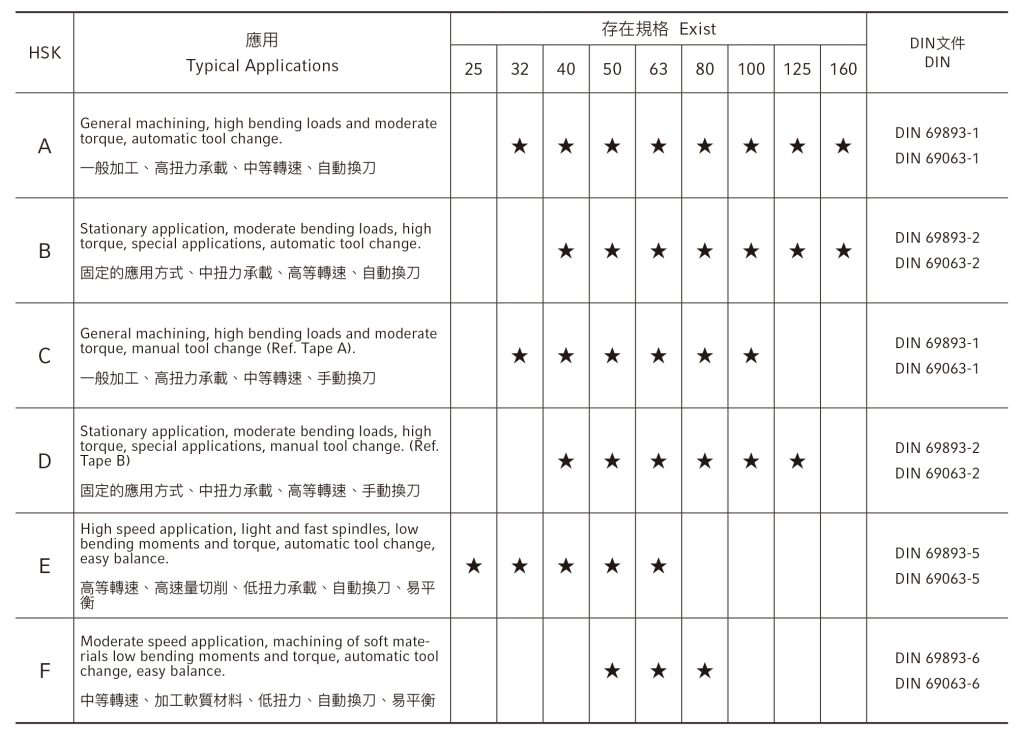
錐度為1:10的HSK真空刀把
● HSK規格(DIN69893)有A、B、C、D、E、F但常用規格為
HSK-A(有鍵槽)跟HSK-E(無鍵槽)這兩款
另一種: 錐度為7:24的SK通用刀把
● BT規格(JISB6339)另有兩面承靠BTT系統
● SK規格(DIN69871)
● CAT規格(ASME B5.50)
● ISO規格
2.依夾持端系統區分;也就是刀把夾持刀具的方式。
而夾持方式又分直接夾持和筒夾夾持兩大類
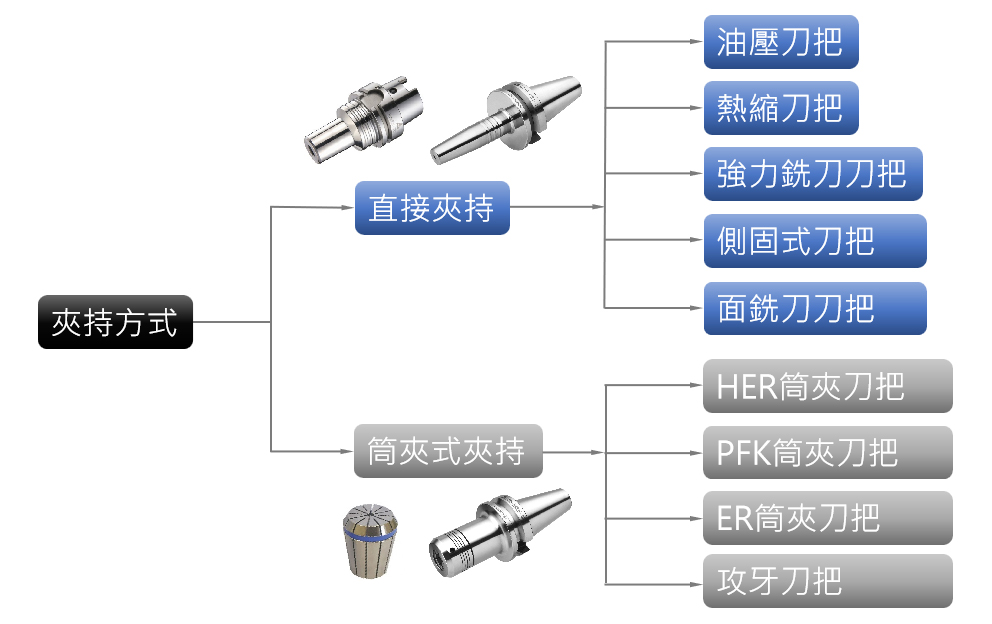
直接夾持的有:
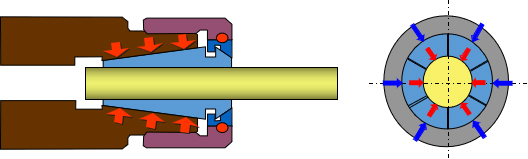
● 油壓刀把又稱液壓刀把;採用液壓膨脹技術的鎖緊方式,快速更換刀具,且達到偏 擺精度≦0.003mm的高精度要求,並藉阻尼減振性能降低切削顫振提高生產效率。
● 熱縮刀把又稱燒結刀桿,也有人稱膨脹刀把; 採用熱縮式夾緊結構,利用感應加熱使內孔膨脹進行刀具裝夾,再進行冷卻達到夾緊效果。
● 強力銑刀刀把; 偏擺精度≦0.01mm、特殊滾針設計,減少鎖緊時所產生的摩擦阻力、超強夾持力,可避免重切削時掉刀狀況。
● 側固式銑刀把; 側邊鎖緊式刀把、超強夾力,適用於各種重切削。
● 面銑刀刀把;平面銑削刀盤專用刀把、適用平面銑削加工。
筒夾式夾持(由螺帽+筒夾+刀把本體所組成)的有:
● HER筒夾刀把;梯形螺牙搭配獨特的結構設計,使筒夾在夾持刀具時產生高剛性、超強夾持扭力,並搭配通用型ER筒夾泛用性高。
● PFK筒夾刀把;筒夾採用單邊4°角度設計並提高刀把夾持力。
● ER筒夾刀把;搭配ER筒夾泛用性高,可配合各種不同加工。
● 攻牙刀把;專門針對攻牙設計的刀把,搭配不同的筒夾可選擇剛性攻牙或安全扭力攻牙。
3.依加工精度和功能來區分;因加工工序和刀具大小選用的不同,重切或精修的刀把選用上就有所不同,再者銑削、面銑、鑽孔、鉸孔、鏜孔、攻牙甚至於小徑干涉、清邊修角的功能不同就需選用相對功能的刀把來完成
探討3個影響刀把精度的關鍵因素?
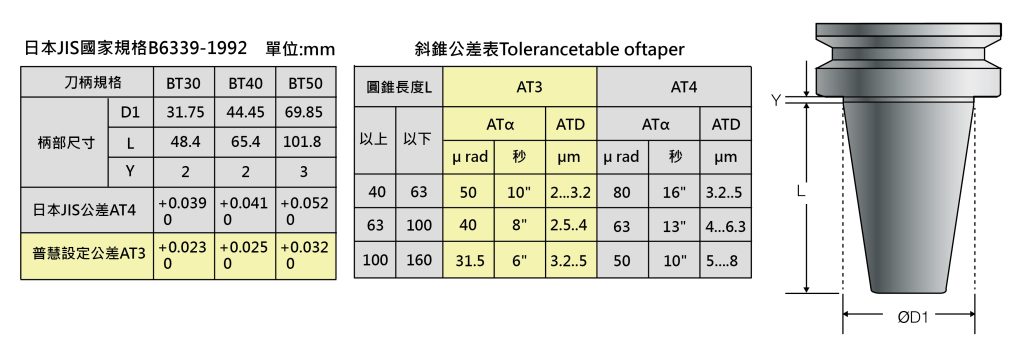
1.柄部精度的部分:
柄部精度是指刀把柄部與主軸內孔之密合度公差,此公差等級共分為 AT 1 至 AT9 共 9 等級(JIS 1947),柄部公差等級越高(數字越小)代表刀把柄部與主軸內孔越為密合。依普慧的刀把柄部皆與主軸內孔等級為 AT3或貼合面積為 85%。HSK刀把柄部公差皆保證依 DIN69893 之公差範圍製造
2.夾持精度與重覆精度的部分:
重覆精度 : 刀把的重覆精度是指刀具在重覆拆裝或夾持之狀況下,每次測量之夾持精度變化量。


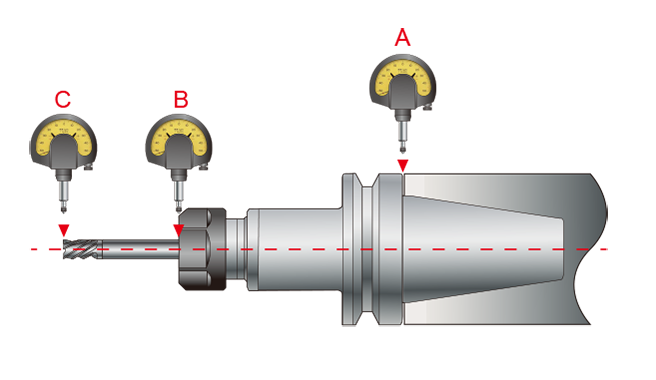
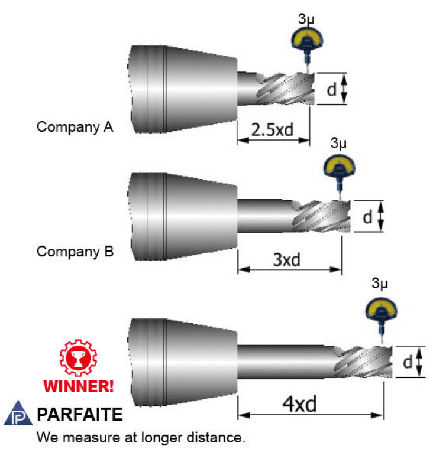
夾持精度 : 刀把夾持精度是指刀把夾持刀具後之偏擺。量測方式為夾持測試棒後在其柄徑之數倍長度之處旋轉 360 度且量測其偏擺 。
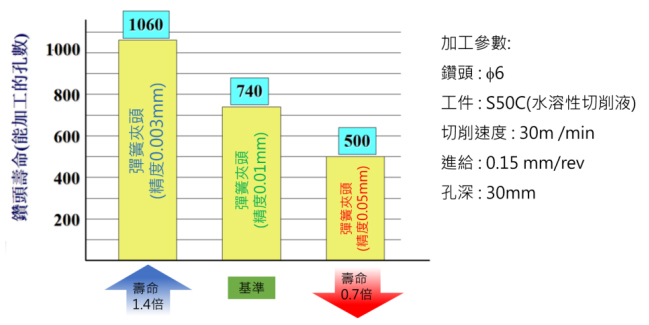
夾持精度及重複精度對加工的重要性:
- 確保工件面粗度及加工精度
- 加工時間之節省
- 保護及延長刀具壽命
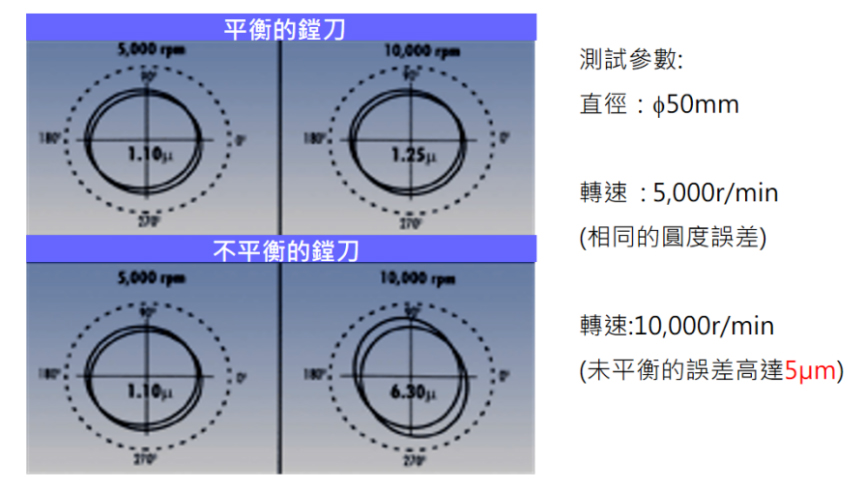
3.動平衡的部分 :
動平衡已與柄部精度同列為衡量一支合格刀柄之最基本指標。刀把中的不平衡根源通常是機能性的,例如它可由端銑刀刀把中的止付螺絲引起,或在刀把中的不等深度鍵槽所致。這些成因常常隨機出現、無一定規則,所以不論在何種情況下,用者最終都要想法補償這種不平衡,才能達到動平衡校正之目的。
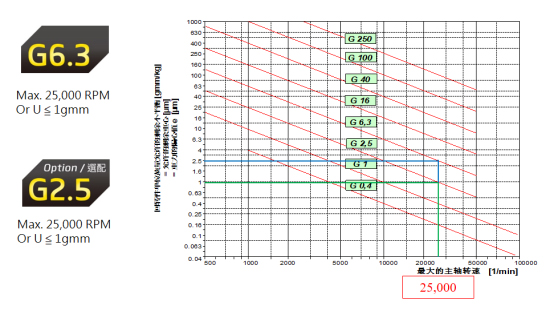
動平衡等級依ISO 1940規範從 G4,000至G0.4共可區分為11等級。 G號碼越低代表動平衡等級越高。G6.3為普慧基本動平衡等級,G2.5為可選配等級
選用合適刀柄的重要性:
Right Tool for your job! 加工時需依不同的工序及條件要求,選擇最適用的刀把來完成切削方案,一直以來是我們的理念。
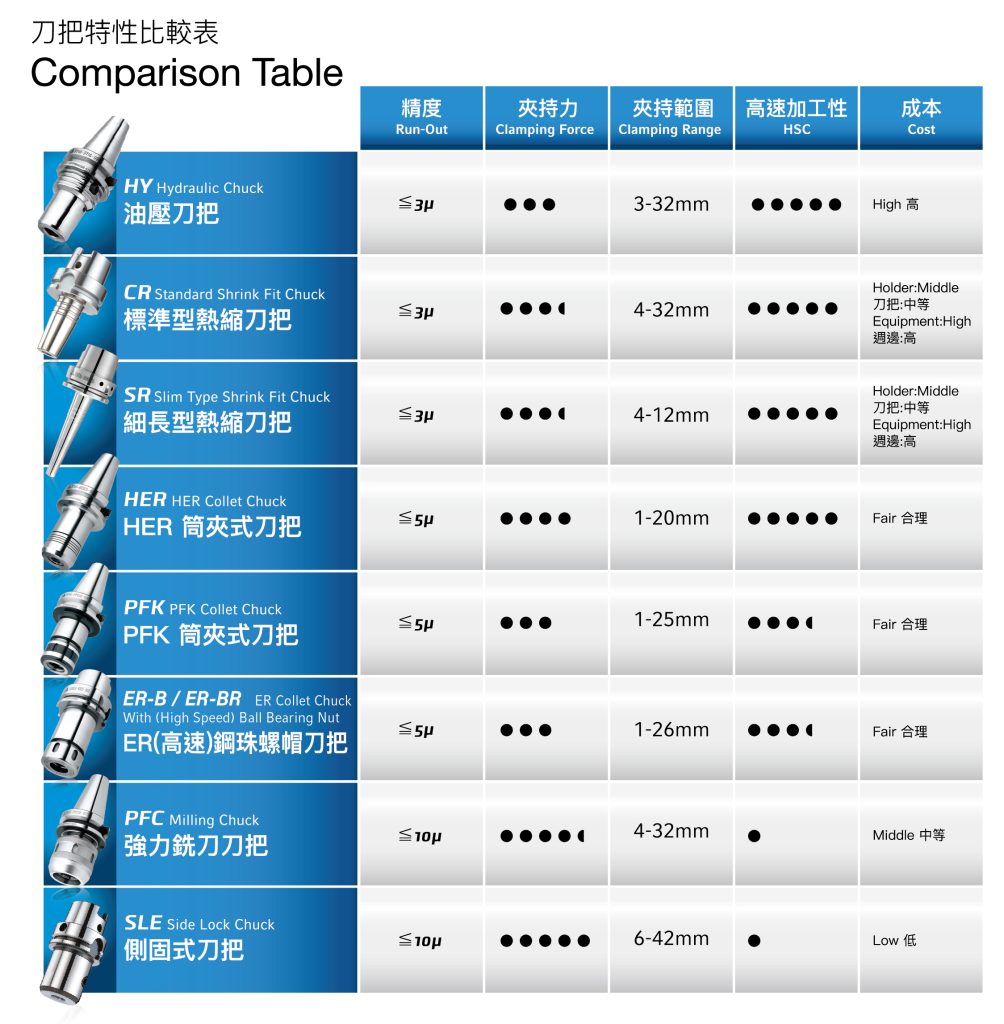
以下我們就以偏擺精度、夾持力、夾持範圍、高速加工性、成本做一個刀把特性比較表。提供客戶選用刀把時的一個基本參考





HER筒夾式刀把(刀桿)以結構穩定的設計實現高精度與可靠加工表現
January 27, 2026

客製化液壓膨脹心軸的優勢-引領先端製造的關鍵技術
June 30, 2025
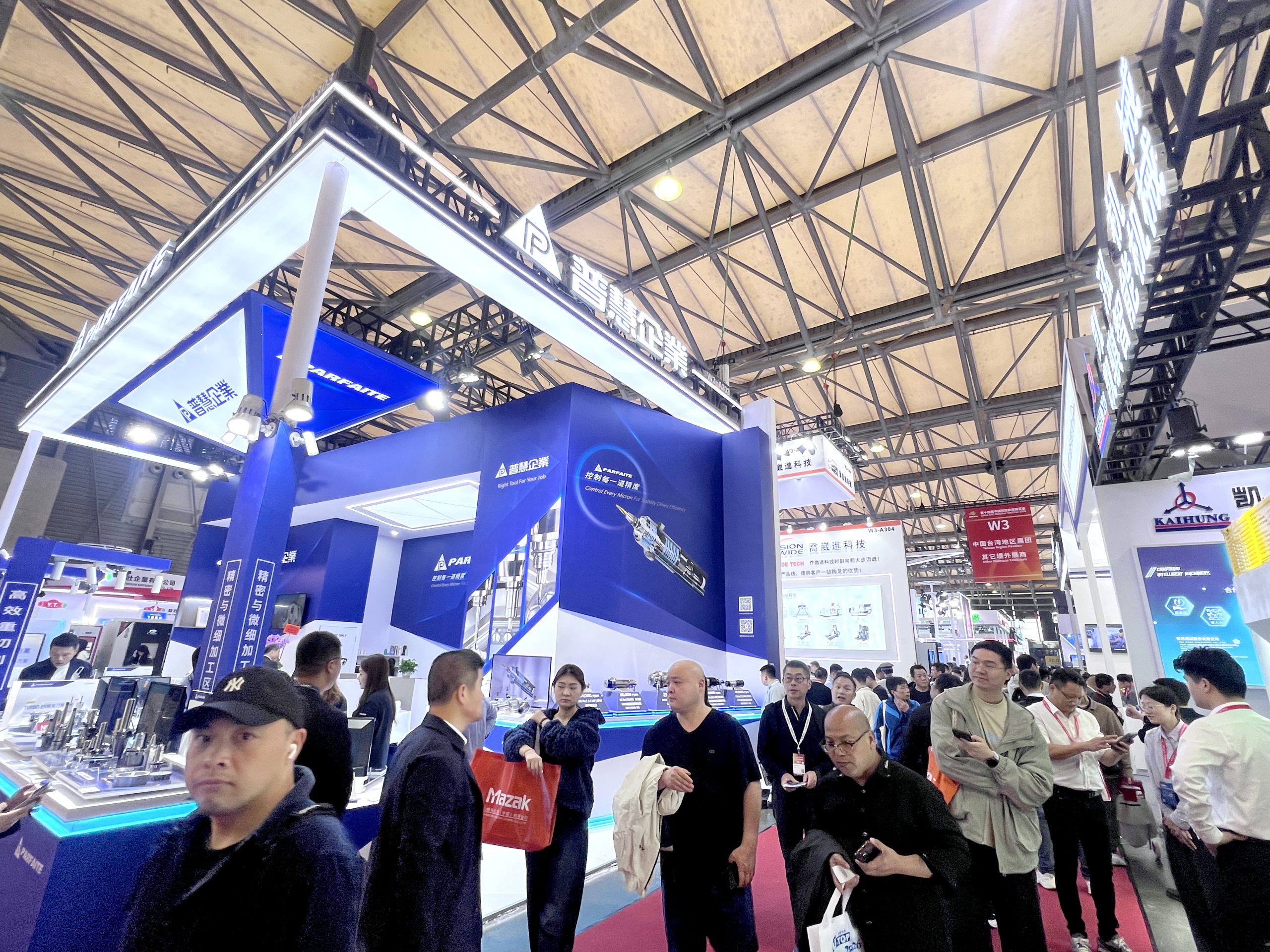
追求極致精度:2026 CCMT中國CNC工具機展普慧展後回顧
May 5, 2026
「普」天同慶 666!普慧大家庭帶胃出發,幸福福利超「慧」辦!
June 12, 2026

2025年,普慧技術團隊前往知名航太製造公司,以「筒夾式刀把的使用與保養」為主題進行教育訓練。
December 9, 2025