在車銑複合式機床應用中,經常看到HSK-T介面的刀把系統。那麼HSK-T是怎樣一種結構形式呢?
淺談HSK-T刀把系統
HSK-T型或被稱為ICTM型的標準, ICTM是日本複合機床介面委員會的簡寫,該委員會於2001年初由日本主要硬質合金工具廠家和工具系統生產廠家聯合組成,當時的全名是”複合機床介面研討委員會” 主要包括加工中心主軸上使用的HSK-A型(ISO規格:ISO12164-1:2001)及適用於具備互換性的複合加工機上進行車削加工用新型HSK系統。 HSK-T於2013年實現JIS 標準(JISB6064-3)。這一標準的主要技術是對其中的一對驅動鍵連接設定了更高的公差配合標準以期提高或改善驅動精度,ICTM型刀柄常被用以在 HSK-A刀把系的選配,也被大家稱為HSK-T型。
HSK-T型刀把主要特性說明:
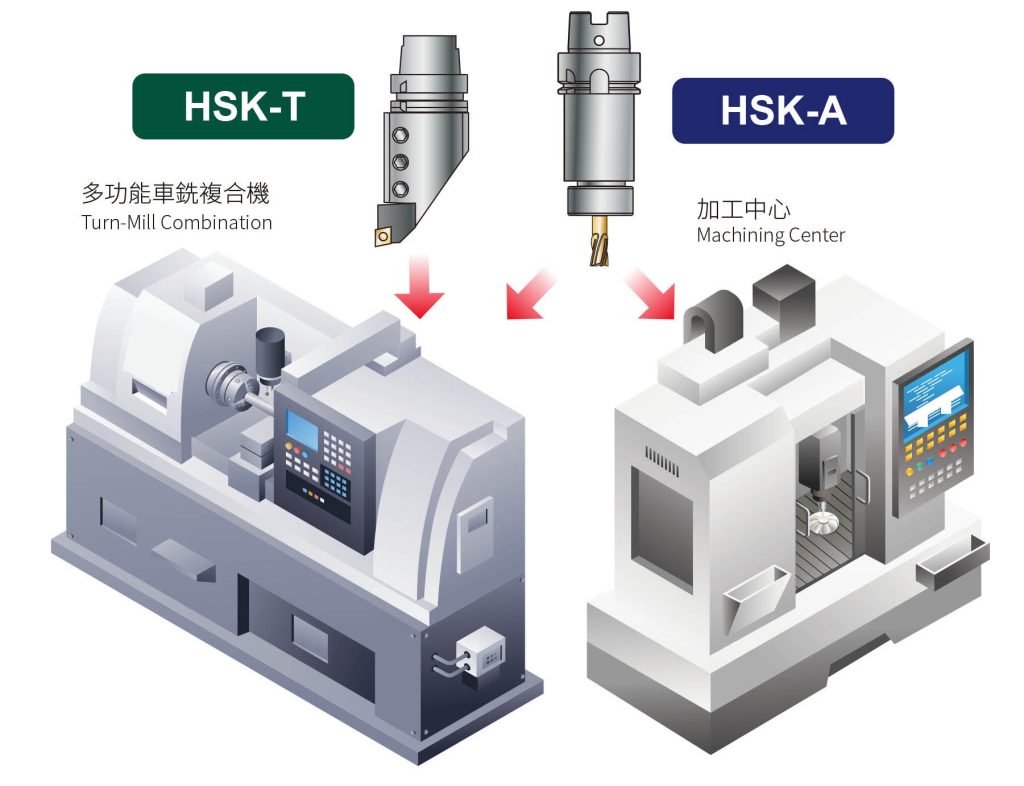
1.車銑複合加工機與加工中心兩者刀把的兼容性
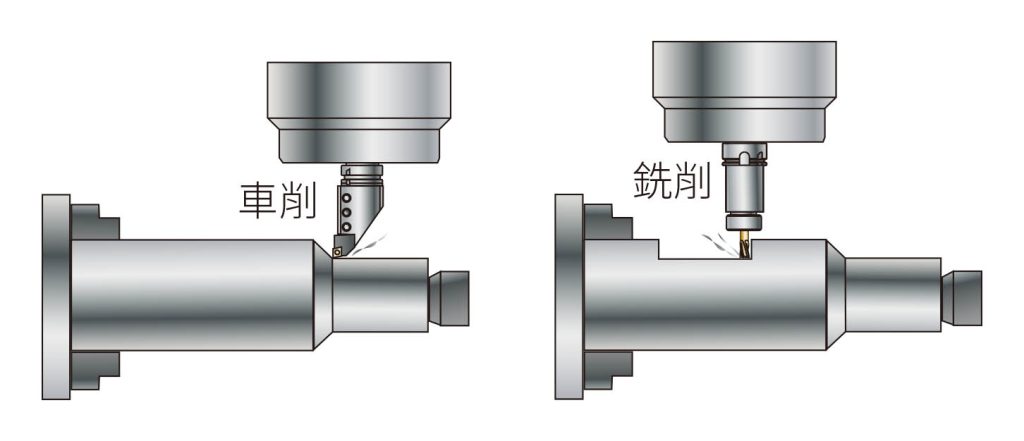
車銑複合加工機是結合車削和銑削工藝於一機,節省了校正與復位的繁瑣工時。但因HSK-T型的主軸鍵與刀把鍵槽的公差規定更加嚴格,才能實現了車削加工中高精度的刀尖定位,是更適用於該機型的使用系統。另外如原用於銑削加工中心的HSK-A型刀柄系統仍然可以繼續使用,即可在車銑複合加工機中實現兩者刀把系統的兼容性。
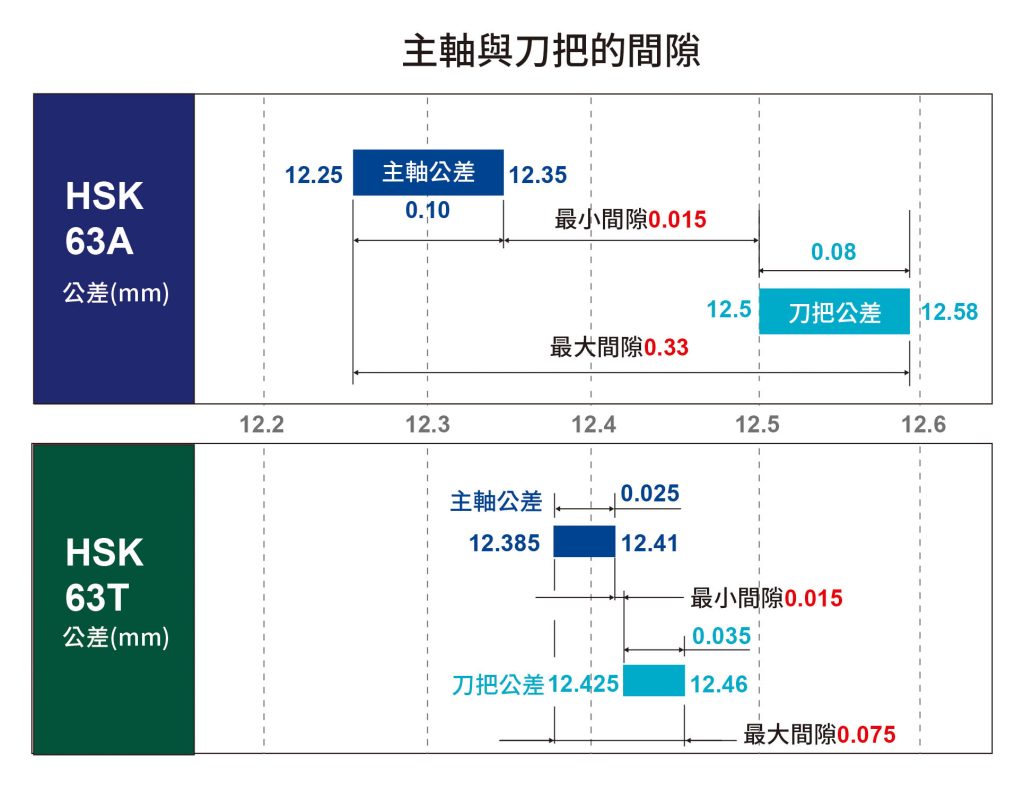
2.更適用於車削加工的配合公差
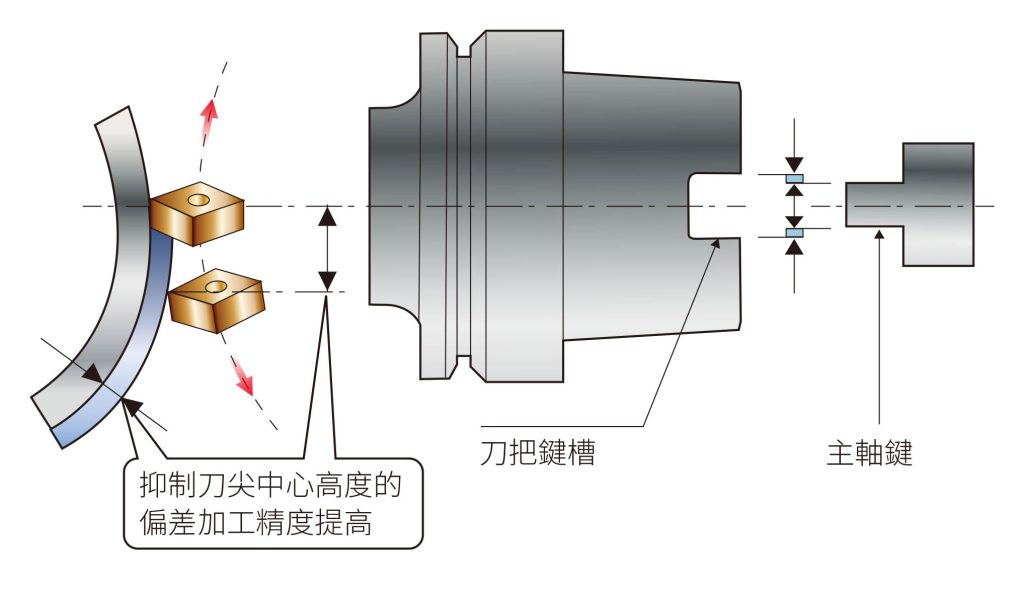
HSK-T型的刀把系統減少了主軸與刀把間的距離,提高了精度與保持切削刃的高度,壓抑制切削直徑所產生的偏差,增加了更佳的切削精度。
3.最適於車銑複合加工機的直柄型刀具
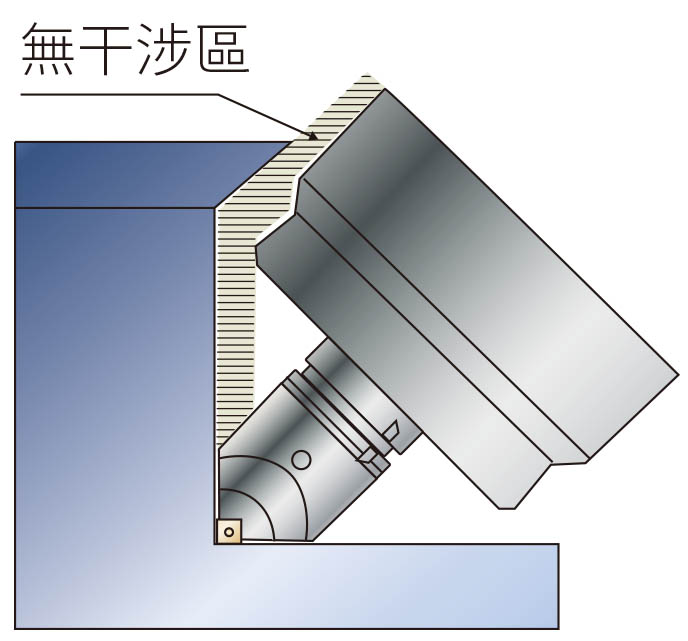
具有優異的接近性,可避免與工件的干涉,機床B軸(刀具主軸)傾斜指定角度,可防止主軸、刀柄與工件及卡盤發生干涉
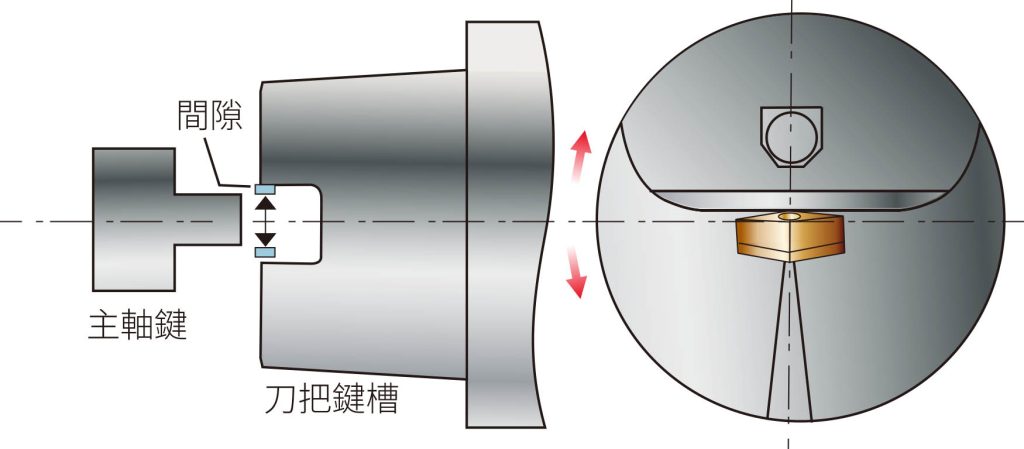
刀尖配置在主轴中心上,可提高中心高度的精度,刀尖的中心高度不会受到主轴与刀柄键配合部分间隙的影响,可实现更加稳定的高精度加工。
HSK-T型刀把與HSK-A型刀把區別在哪里?
規範不同:
HSK-T系統規範為JISB6064-3 , HSK-A系統規範ISO12164-1:2001、JIS-B60064-1及DIN69893都有相關規範
結合公差不同 :
為了實現車削加工中高精度的刀尖定位,HSK-T型的主軸鍵與刀把鍵槽的配合公差規定比HSK-A型更加小更嚴格
加工機應用的差異:
HSK-T型主要應用於車銑複合加工機的車削工藝方面,而銑削加工時也可共用HSK-A型系統,而一般的加工中心沒有車削功能,只會使用到HSK-A型的銑削系統




認識車銑複合加工機的HSK-T刀把(刀桿)系統?刀把柄部篇
August 27, 2024

普慧受邀參加10/26台中精機「銑削應用講習會」,與同業先進相互交流學習、現場反應熱烈。
October 27, 2023
普慧企業參加2024中國數控機床展覽會(CCMT)於4/8-4/12展出成功,圓滿落幕。
April 17, 2024

2024普慧企業福委會羽球比賽
June 7, 2024

刀具壽命管理優化:RFID刀具技術的貢獻
June 11, 2024