Run-Out and Repeat Accuracy
夾持精度&重覆精度
夾持精度和重複精度之重要性幾乎可說是僅次於柄部精度或是動平衡。
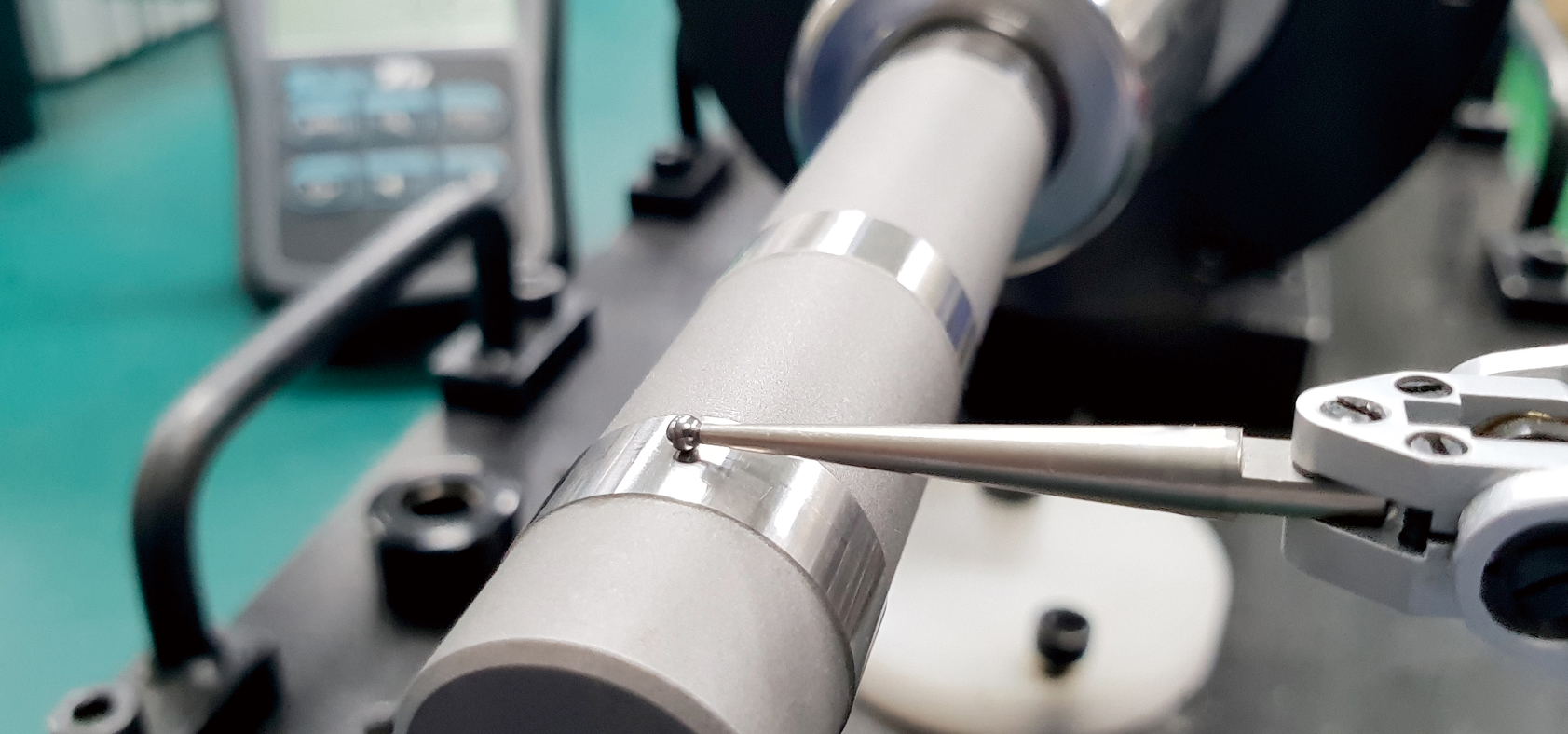
刀柄夾持精度是指刀柄夾持刀具後之偏擺。量測方式為夾持測試棒後在其柄徑之數倍長度之處旋轉 360 度且量測其偏擺。 如圖,刀柄夾持測試棒並固定在量具上所示,以 A 點為基準點,旋轉360度,量測B點或C點處之偏擺。刀柄鼻端(B點)與C點之距離以刀具柄徑之幾倍長表示,(假設刀具柄徑∅d為6mm,4倍長/4d處為24mm)。刀柄的重複精度是指刀柄在重複拆裝或夾持之狀況下,每次測量之夾持精度變化量。C點之距離越長,夾持精度及重複精度越難保持。
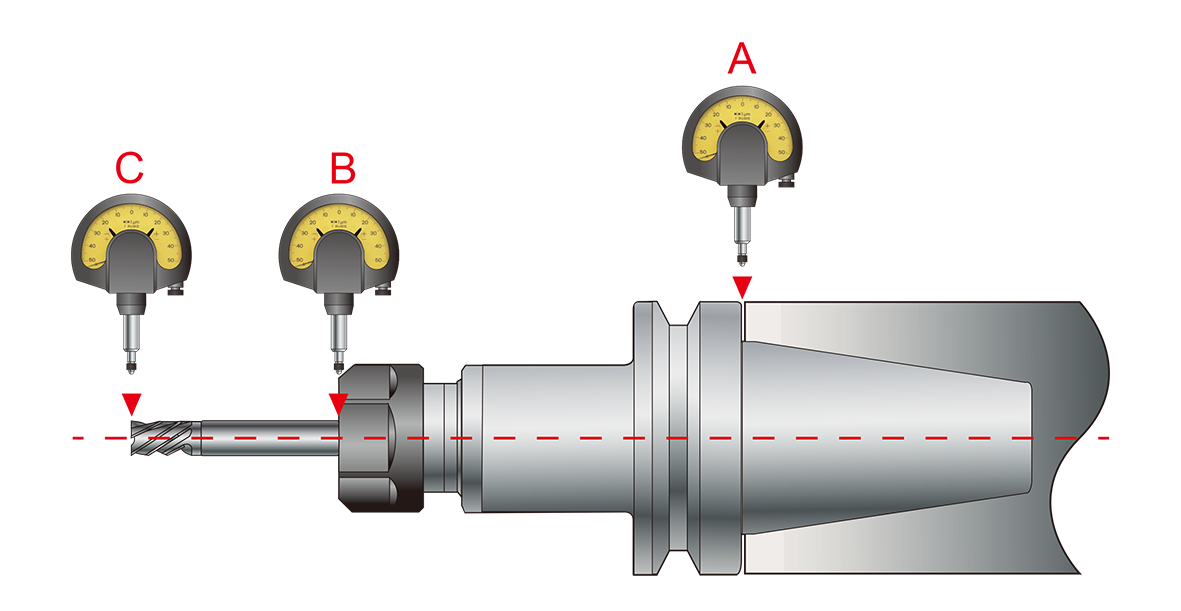
一般來說依廠家之製造品質從2.5倍至4倍長為主。 使用者在選購刀柄時應注意製造商所標示之精度是夾持精度或重複精度和其測量處是單在刀柄內孔(B端)或是2.5d, 3d或4d.。
夾持精度及重複精度的重要性
確保工件表面粗度及加工精度
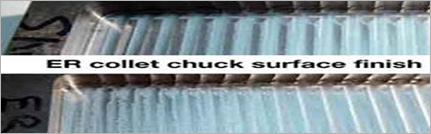
夾持精度越高代表刀具在尾端擺動量越小,也因此使用者可輕易達到工件所要求之精度或面粗度 。如下圖所示 (ER筒夾 VS 油壓夾持) ,刀柄夾持精度越高所加工之工件面粗度明顯優於夾持精度低之刀柄。此外,夾持精度差亦會造成擴孔、表面精度差、真圓度不良 … 等問題。
加工時間之節省
如上述,因夾持精度低之因素所造成之檢驗之次數及因精度 / 面粗度不合格之重工時間也可大幅縮減。另外, 高重覆精度刀柄之採用也可大幅降低機台操作員因校正刀具所花費的寶貴時間 。
在售價及利潤直線下降或是產能負荷過大的環境中,以一分鐘機台加工人員成本 10 元的假設下,一天在重工或校刀所浪費之成本至少 500 元。夾持精度及重覆精度高之刀柄所能帶來之效益遠大於刀柄本身價格。
保護及延長刀具壽命
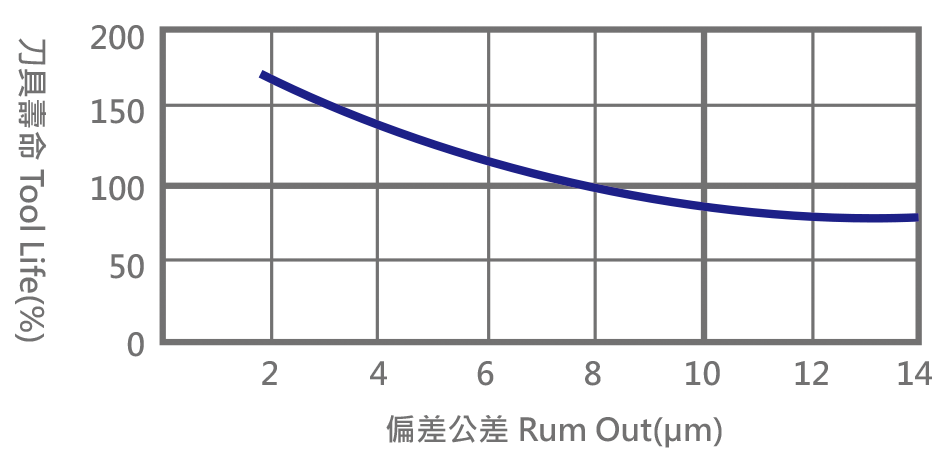
刀具之每刃刀刃在加工時皆能因夾持精度高也就是刀句尾端偏擺小而平均受力且磨耗,不因偏擺關係使單一刀刃不平均受力而產生不正常且過度磨耗導致刀具壽命提早縮短。如以下刀柄精度與刀具壽命比較表所示,以夾持精度 0.01mm 為基準,當精度提高至 0.003mm 時刀具壽命可延長 50%以上。
普慧建議除選購一支夾持力足夠的刀柄外,在刀具的選購上應選擇柄部公差俱 h6 以上之刀具以確保整體夾持力之實現與保持。