Taper Accuracy
柄部精度
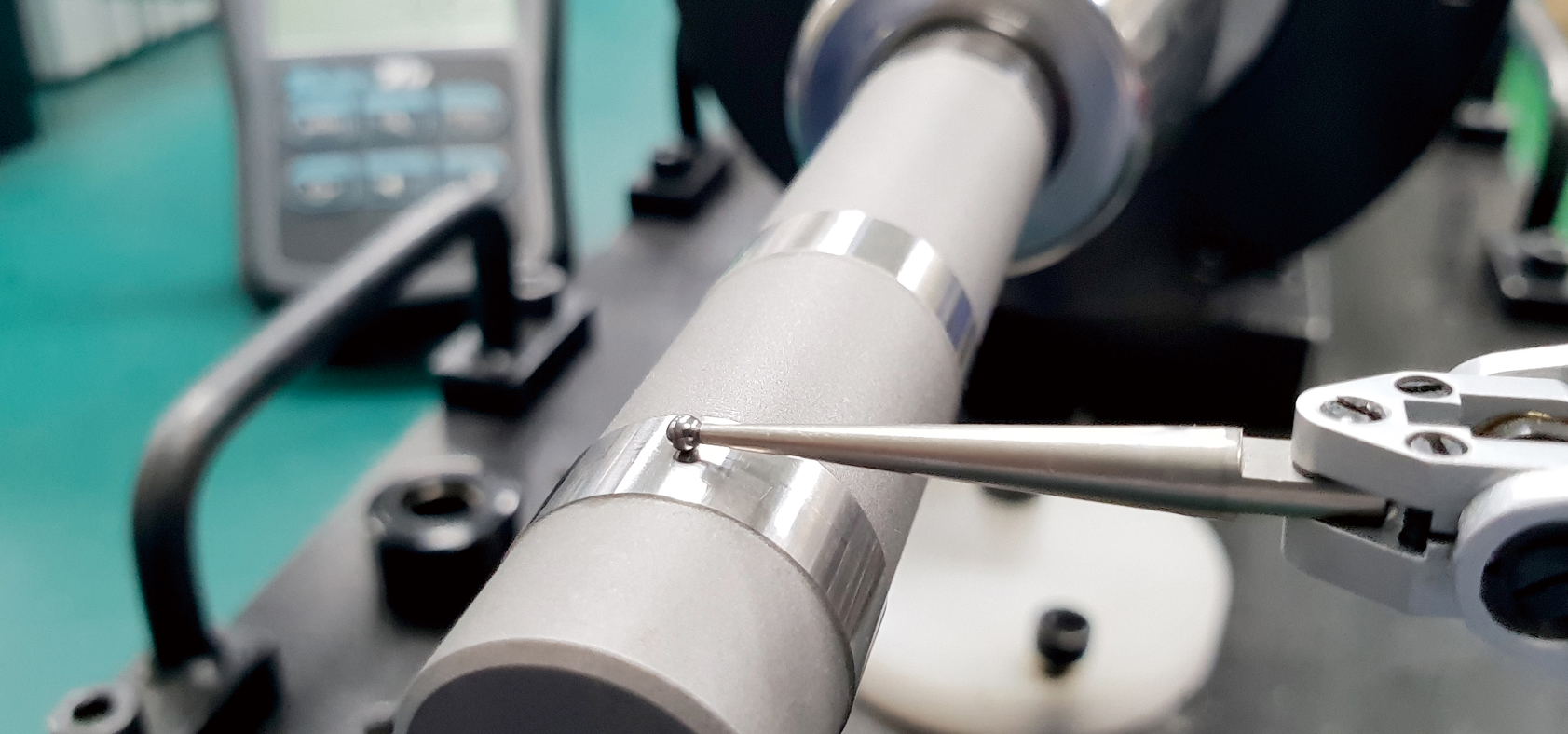
柄部精度是指刀柄柄部與主軸內孔之密合度公差,此公差等級共分為 AT 1 至 AT 12 共 12 等級。 柄部公差等級越高代表刀柄柄部與主軸內孔越為密合,舉例來說與主軸內孔貼合面積達 85% 之 AT3 優於 AT4 。 依 ISO1947 之規範建議, AT3 為刀柄柄部之最基本要求 。 HSK 刀柄部分,德國規範 DIN 69893 明確訂定出 HSK 刀柄柄部各尺寸之公差範圍。此公差範圍為固定公差,也因此並無公差等級之區分。 以上精度之測量皆須使用精密且定期檢驗之量具測量,其他方式如塗抹紅丹目視法⋯⋯等,皆無法準確測量 。
柄部精度等級之重要性
保護及延長主軸之精度與壽命
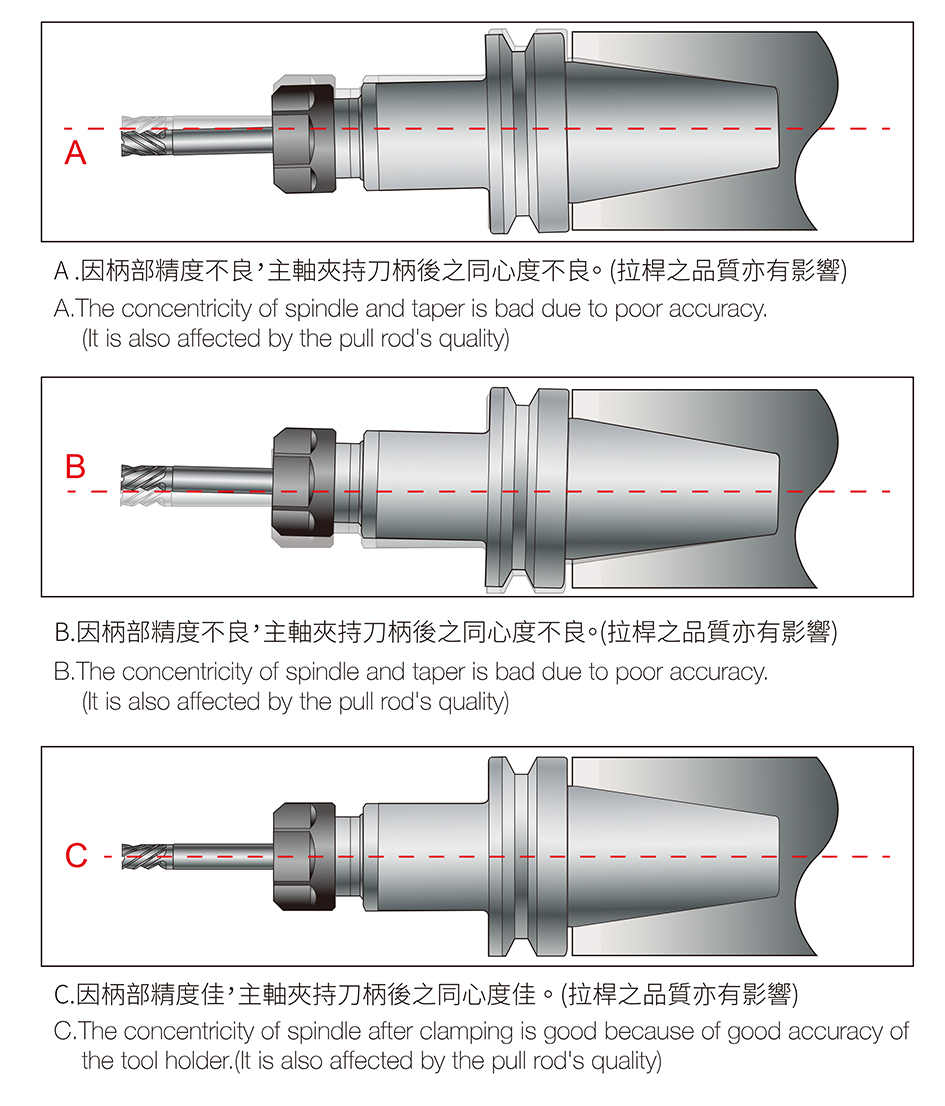
柄部精度越高,柄部與主軸內孔越密合,代表主軸轉動中時不因刀柄柄部與主軸內孔間隙過大 ( 如圖 A 和 B 之紅色部位 ) 進而持續撞擊主軸內孔。其影響輕則主軸內孔損傷、變形、精度不佳,重則主軸報廢 。尤其在高速加工環境,在動輒數萬轉之昂貴高速主軸需求下,柄部精度之重要性攸關重大。柄部精度超出 DIN 69893 規範之 HSK 刀柄,輕則夾退刀異常且長期主軸精度不佳或損傷、變形,重則短期內主軸精度喪失且報廢。
保護及延長刀具壽命
理論上,夾持精度越高刀具壽命越長。實務上,刀具前端之偏擺有極大部分源自於刀柄柄部與主軸內孔間隙過大所產生之偏差或主軸內孔因長期使用柄部公差不良之 刀柄所造成之精度喪失 ( 如上圖所示 ) 。因此,柄部精度等級越低之刀柄其刀具偏擺亦越差,重覆精度相對也會變差 。另外,不良率增加、因刀具磨耗快所造成之刀具費用提升之嚴重代價已亦不可疏忽。
確保工件精度、品質
同理之下,柄部精度與刀具偏擺成正比,也因此加工物件之精度、品質亦能確保。
普慧製刀柄之柄部精度等級
普慧製之刀柄柄部皆保證在貼合面積達 85% 以上或 AT3 內。 HSK 刀柄柄部公差皆保證依 DIN69893 之公差範圍製造。柄部精度之測量儀器皆採用德國、瑞士製造且定期檢驗校正之精密量具如空氣量規。