
精密刀把
CNC刀把或稱刀桿、刀柄是架接主軸跟刀具的“橋樑”,在不同的加工條件下配上適用性的刀把才能發揮事半功倍的最高效益。我們以創新的夾持技術及成熟專業的製造能力,提供全系列高精度、高品質的精密刀把。配合客戶廠商不同的需求提供最佳的解決方案,是我們一直以來持續努力的目標。
精密刀把
CNC刀把或稱刀桿、刀柄是架接主軸跟刀具的“橋樑”,在不同的加工條件下配上適用性的刀把才能發揮事半功倍的最高效益。我們以創新的夾持技術及成熟專業的製造能力,提供全系列高精度、高品質的精密刀把。配合客戶廠商不同的需求提供最佳的解決方案,是我們一直以來持續努力的目標。
Our Quality
普慧刀把品質
| 材質 | 硬度 | 表面粗糙度 | 深冷處理 | 錐柄精度 | |
|---|---|---|---|---|---|
|
|
Steep Taper NiCrMo HSK / Premium Chucks Higher Grade | 55~58 Hrc Depth of Min. 0.8 mm | RA. 0.15 μm | 180 Degrees | AT3 or Better than DIN69893 |
| 其他品牌 | CrMo NiCrMo | 50~55 Hrc Depth of Min. 0.6 mm | RA. 0.2 - 0.4 μm | Nil or Only Sub-Zero (-90) | AT4 or Out of DIN69893 |
| 偏擺精度 | 研磨設備 | 檢驗方式 | 動平衡 | ||
|---|---|---|---|---|---|
|
|
Same as Indicated in Catalogue | State of the Art from Swiss | 100% Checked with Certified Gauge by Trained Technicians | Actual Balanced with Balanced Machines | |
| 其他品牌 | Often Different as Indicated in Catalogue | Normal Grinder | Radon Inspection with Non Certified Gaugeby Non Trained Emplyees | Only Pre-Balanced but Claimed Balanced |
超冷處理 Cryogenic Treatment
可將刀把內部殘留之沃斯田鐵(Austenite)變成麻田散鐵(Martensite),其可變態之組織可達97% ~ 98%,右圖為兩片同材質,但不同熱處理之金相圖。刀把如經深冷處理,其壽命及穩定度遠超過未處理之材質。本公司產品經身冷處理之產品有 HY, CR, PFC 等。
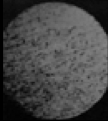
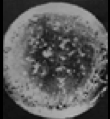
左|經過超冷處理後金相圖
右|未經過超冷處理後金相圖
精密刀把系列產品



篩選條件
{{ Object.keys(filterParams).length > 0 ? '篩選結果' : '全系列刀把' }} ({{ products.length }})
FAQ
常見問答
是否錯選刀把造成加工精度不良 ?
加工精度不良的因素很多,以刀把的領域來說明,通常為刀把選用不正確,刀具夾持後的偏擺過大,就易導致加工精度不良,因此建議依加工精度選用適合的刀把,如:油壓刀把系列偏擺4倍刀徑長x3μm、HER筒夾式系列5μm刀把、如有加熱機也選用熱縮系列3μm刀把
加工效率不彰?
加工效率不彰,常見於多階徑加工,如:(腳踏車前叉)及工序較多且有精度要求的加件,在此我們的解決方案,會審視加工條件以客製化的特殊刀把或搭配多階成型刀具來設計規劃
刀具夾持不穩有拉刀情況?
刀具夾持不穩有拉刀情況的原因為刀把夾持力不足或鎖固扭力錯誤導致,解決方案:建議選用C型或側固式刀把,更推薦有5μm精度的HER筒夾式系列刀把,並且使用扭力扳手提供的扭力參數來進行鎖緊
出水型刀把選用?
一般選用出水型刀把是為了加工的排屑、斷屑並可降低加工溫度的考量,如有這個面向的考量,我們提供中心出水及端面出水2種方式供客戶選擇
如何維修與保養刀把?
刀把常見故障的問題:
- 刀把變形(撞機或熱變型)
- 生鏽
- 拉桿磨損(BIT柄部)
- 筒夾損壞
- 螺帽磨損
- 熱縮刀把積碳嚴重
- 油壓刀把使用不當洩油
…等等,而預防上列所述的問題除平常養成良好的清潔習慣外,更要對產品的使用方法及安全規定要有所了解,才能減少刀把壽命損耗的發生