
筒夾
筒夾是一種圓筒狀、外錐內直的彈性夾具,通常搭配螺帽或壓蓋安裝於刀把之中,當螺帽鎖緊時會使筒夾產生均勻收縮力,牢牢抓住刀具柄部。這樣的設計讓筒夾能在高速旋轉下穩定夾持工具,達成高重現性與低偏擺的理想加工條件。可搭配多種刀把型號即可對應不同柄徑刀具,提高系統靈活度與成本效益。
筒夾
筒夾是一種圓筒狀、外錐內直的彈性夾具,通常搭配螺帽或壓蓋安裝於刀把之中,當螺帽鎖緊時會使筒夾產生均勻收縮力,牢牢抓住刀具柄部。這樣的設計讓筒夾能在高速旋轉下穩定夾持工具,達成高重現性與低偏擺的理想加工條件。可搭配多種刀把型號即可對應不同柄徑刀具,提高系統靈活度與成本效益。
Our Quality
普慧刀把品質
| 材質 | 硬度 | 表面粗糙度 | 深冷處理 | 錐柄精度 | |
|---|---|---|---|---|---|
|
|
Steep Taper NiCrMo HSK / Premium Chucks Higher Grade | 55~58 Hrc Depth of Min. 0.8 mm | RA. 0.15 μm | 180 Degrees | AT3 or Better than DIN69893 |
| 其他品牌 | CrMo NiCrMo | 50~55 Hrc Depth of Min. 0.6 mm | RA. 0.2 - 0.4 μm | Nil or Only Sub-Zero (-90) | AT4 or Out of DIN69893 |
| 偏擺精度 | 研磨設備 | 檢驗方式 | 動平衡 | ||
|---|---|---|---|---|---|
|
|
Same as Indicated in Catalogue | State of the Art from Swiss | 100% Checked with Certified Gauge by Trained Technicians | Actual Balanced with Balanced Machines | |
| 其他品牌 | Often Different as Indicated in Catalogue | Normal Grinder | Radon Inspection with Non Certified Gaugeby Non Trained Emplyees | Only Pre-Balanced but Claimed Balanced |
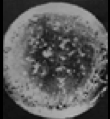
超冷處理 Cryogenic Treatment
可將刀把內部殘留之沃斯田鐵(Austenite)變成麻田散鐵(Martensite),其可變態之組織可達97% ~ 98%,右圖為兩片同材質,但不同熱處理之金相圖。刀把如經深冷處理,其壽命及穩定度遠超過未處理之材質。本公司產品經身冷處理之產品有 HY, CR, PFC 等。
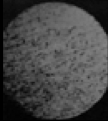
左|經過超冷處理後金相圖
右|未經過超冷處理後金相圖
精密刀把系列產品
篩選條件
{{ Object.keys(filterParams).length > 0 ? '篩選結果' : '全系列刀把' }} ({{ products.length }})
FAQ
常見問答
我常遇到刀具從筒夾裡鬆脫或滑動,原因可能是什麼?要怎麼避免?
原因與建議:
- 筒夾安裝順序錯誤(筒夾應先卡入螺帽,再連同刀具一起鎖入刀把)會導致刀具滑脫。
- 筒夾、螺帽或刀具夾頭有汙垢或碎屑會影響夾持力與同心度,建議每次換刀前徹底清潔。
- 低品質或已磨損的筒夾/刀把會降低夾持力與精度。
改善做法:
- 確保筒夾正確安裝、清潔無髒污
- 選擇合適尺寸筒夾
- 定期檢查並更換磨損配件
筒夾與刀把多久要更換?
沒有固定標準,通常依使用頻率與狀況決定。
建議筒夾每 400–600 小時或 2–3 個月評估是否更換。
有明顯磨損、裂痕、夾持不均等狀況就該更換。
刀把可依磨損與精度要求彈性處理,但出現 runout 或失準需更換。
即使筒夾安裝正確,為何仍有偏擺或加工品質差?
原因:
- 汙染或碎屑導致夾持偏心。
- 筒夾疲勞或變形,夾持力下降。
- 不當安裝或刀具插入深度不足。
- 刀把或主軸精度不佳。
改善建議:
- 清理所有接觸面
- 檢查並更換磨損筒夾
- 使用規範扭力鎖緊
- 定期量測 runout