
CNC Collets / Milling Collets
A cnc milling collet is a cylindrical elastic clamping component with an outer taper and straight inner bore. When tightened with a collet nut, it contracts evenly to securely grip the tool shank, ensuring stable clamping, high repeatability, and minimal runout. This design is ideal for high-speed and high-precision machining. By using different collet sizes, a wide range of tool diameters can be accommodated, improving system flexibility and cost efficiency.
CNC Collets / Milling Collets
A cnc milling collet is a cylindrical elastic clamping component with an outer taper and straight inner bore. When tightened with a collet nut, it contracts evenly to securely grip the tool shank, ensuring stable clamping, high repeatability, and minimal runout. This design is ideal for high-speed and high-precision machining. By using different collet sizes, a wide range of tool diameters can be accommodated, improving system flexibility and cost efficiency.
Our Quality
普慧刀把品質
| MATERIAL | hardness | Surface roughness | Cryogenic treatment | Taper shank accuracy | |
|---|---|---|---|---|---|
|
|
Steep Taper NiCrMo HSK / Premium Chucks Higher Grade | 55~58 Hrc Depth of Min. 0.8 mm | RA. 0.15 μm | 180 Degrees | AT3 or Better than DIN69893 |
| other brands | CrMo NiCrMo | 50~55 Hrc Depth of Min. 0.6 mm | RA. 0.2-0.4 μm | Nil or Only Sub-Zero (-90) | AT4 or Out of DIN69893 |
| Deflection accuracy | Grinding equipment | inspection method | Tool Holder Balancing | ||
|---|---|---|---|---|---|
|
|
Same as Indicated in Catalogue | State of the Art from Swiss | 100% Checked with Certified Gauge by Trained Technicians | Actual Balanced with Balanced Machines | |
| other brands | Often Different as Indicated in Catalogue | Normal Grinder | Radon Inspection with Non Certified Gaugeby Non Trained Emplyees | Only Pre-Balanced but Claimed Balanced |
Cryogenic Treatment
The Austenite remaining inside the knife can be turned into Martensite, and its variable structure can reach 97% ~ 98%. The picture on the right is a metallographic diagram of two pieces of the same material but different heat treatment. If the knife handle is treated with cryogenic treatment, its life and stability far exceed those of untreated material. The company's products are HY, CR, PFC and so on.
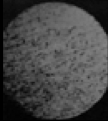
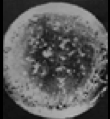
Left | Metallographic diagram after ultra-cold treatment
Right | Metallographic diagram without ultra-cooling treatment
Precision CNC Tool Holder Product List
Filter
{{ Object.keys(filterParams).length > 0 ? '篩選結果' : '全系列刀把' }} ({{ products.length }})
FAQ
Product FAQS
Why does my tool sometimes slip or come loose from the collet, and how can I prevent it?
Causes & Recommendations:
- Incorrect installation sequence (the collet should be seated in the nut first, then the tool inserted into the holder) can cause slippage.
- Dirt or debris inside the collet, nut, or tool shank reduces grip and concentricity; clean thoroughly before each tool change.
- Low-quality or worn collets/holders reduce holding power and accuracy.
Best Practices:
- Ensure correct collet installation and cleanliness
- Use the appropriately sized collet
- Regularly inspect and replace worn components
How often should collets and tool holders be replaced?
No fixed standard; replacement depends on usage frequency and condition.
Collets are generally evaluated for replacement every 400–600 hours or every 2–3 months.
Replace immediately if there is wear, cracks, or uneven grip.
Tool holders can be replaced flexibly, but replace if runout or misalignment occurs.
Even with correct collet installation, why do I still experience runout or poor machining quality?
Causes:
- Contamination or debris causing eccentric grip.
- Collet fatigue or deformation reducing holding force.
- Improper installation or insufficient tool insertion depth.
- Poor tool holder or spindle accuracy.
Recommendations:
- Clean all contact surfaces
- Inspect and replace worn collets
- Tighten with recommended torque
- Regularly measure runout