
銑刀是指用於銑削加工的旋轉多齒刀具。其刀齒依序間歇切除工件餘料,可加工平面、階梯、溝槽和各種成形表面。在CNC加工中,銑刀扮演核心切削工具的角色。數控銑削採用電腦控制和多點刀具切削,具有高精度和重複性,能自動化地完成複雜零件的高精度加工。合適的銑刀直接影響加工品質與效率,是保證加工結果的關鍵環節。
銑刀的常見種類
銑刀種類繁多,各有不同切削特性。下表列出幾種常見的銑刀類型及其特點與應用:
| 銑刀種類 | 特點 | 典型用途 |
| 立銑刀 (端銑刀) | 刀具呈圓柱形,刀刃分佈於刀桿圓周與端面,可沿軸向與徑向切削。粗齒立銑刀刀刃較少、強度高、排屑空間大,適合去除大量材料;細齒立銑刀適合精加工。 | 用於一般銑床的平面加工、階梯與槽加工等通用切削。 |
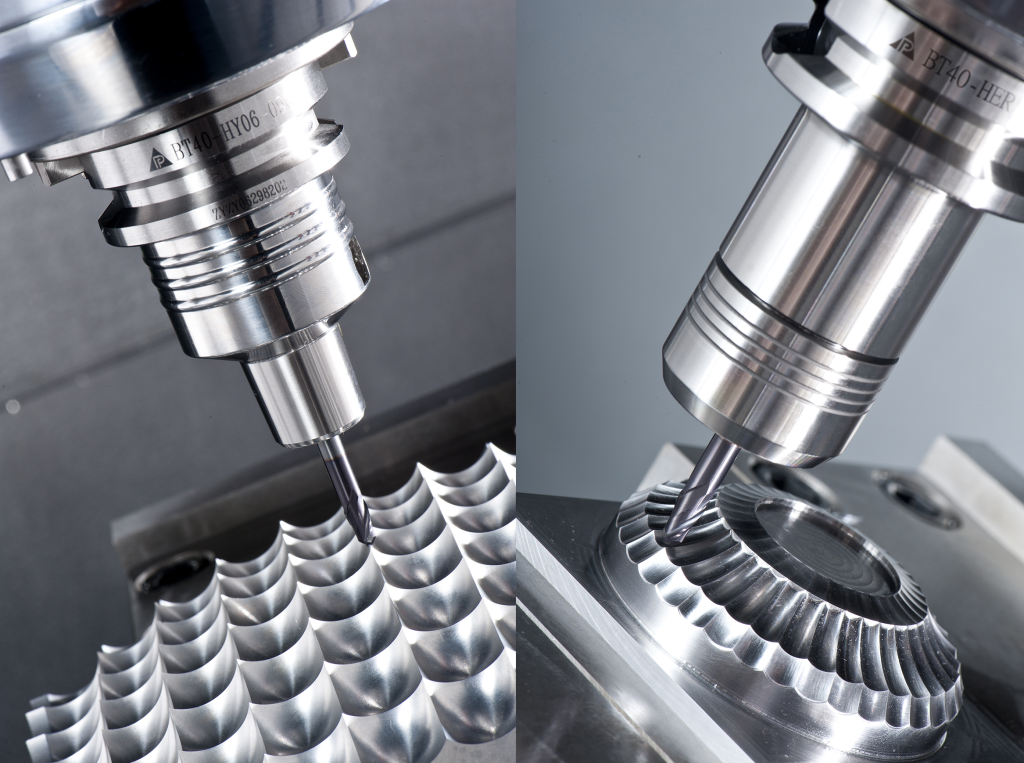
| 球型銑刀 (球頭銑刀) | 刀尖為球形,可加工輪廓曲面和3D形狀。球頭端銑刀由圓形切削刃構成,特別適合加工模具曲面、曲線輪廓等複雜形狀。 | 常用於三維曲面銑削、模具型腔或曲面細部加工。 |
| 粗銑刀 (粗加工刀) | 又稱「豬銑刀」,齒形特殊設計以抗振動,能在重切削時快速去除大量金屬,但表面粗糙度較高。 | 適用於粗加工階段,如大批量去料銑削、鋼件預留料去除等。 |
| 面銑刀 | 刀刃位於端面與圓周,可一次加工大面積。常見於立式或龍門銑床的大平面切削。刀體結構有整體式、鑲齒式或可轉位式,多刀刃可提高加工效率。 | 用於加工大型平面和端面,可快速實現高效平面切削。 |
銑刀材質與塗層比較
銑刀的常用材料和塗層決定其性能和適用範圍:
- 高速鋼 (HSS):韌性好、耐磨性佳且成本較低,適用於一般鋼鐵與有色金屬的切削加工。不鏽鋼等較硬材料可使用添加釩、鈷的高速鋼,提高耐磨性和韌性。
- 硬質合金:硬度高、耐熱性極好,但韌性略低。硬質合金刀具剛性優異,可在高速切削難加工材料(如鑄鐵、合金鋼、鋁合金等)時長時間使用,切削速率約為HSS的2–3倍。硬質合金刀具可顯著提高刀具壽命和切削穩定性。
- 刀具塗層:表面鍍層可進一步提高耐磨性和耐熱性。常見塗層如氮化鈦(TiN)、氮化鈦硼(TiCN)等。新型TiAlN鍍層硬度更高、氧化溫度更高、熱硬性優異,附著力強、摩擦係數低,特別適合高速切削高合金鋼、不鏽鋼、鈦合金及鎳基合金等材料。與傳統TiN相比,TiAlN在高溫下抗氧化性能更佳,可大幅延長刀具壽命並提高加工效率。
選擇銑刀時需綜合考量加工條件與刀把系統
- 加工材質與應用:根據工件材料選刀,硬材料(不鏽鋼、高硬度合金)宜選用硬質合金或鈷鋼銑刀,以耐高溫耐磨;軟材料(如鋁、銅)可使用高速鋼刀具以降低切削黏結。通常,鋁合金等軟料傾向採用2–3刃刀具以增加排屑空間;鋼材等硬料則使用4刃或更多刃刀具以提高剛性。根據粗加工或精加工階段,粗切削時選用粗齒或粗加工銑刀以高移除率,精加工時選用細齒或精加工銑刀以獲得優異表面光潔度。
- 刀具刃數與幾何:刀具刃數影響切削穩定性和進給效率。刃數越多,刀具剛性越高,可承受更大進給,但排屑空間相對減少;刃數較少則排屑能力強,適合易產生毛刺或需要大排屑量的場景。根據加工需求,可選擇適當螺旋角與刀尖倒角來優化切屑流向及降低振動。
- 刀把與夾持系統:刀柄剛性與精度是提高銑削表現的重要因素。建議選用配合機台規格(如BT、HSK、ISO等)的高精度刀柄。普慧提供的熱縮刀把、油壓刀把與HER高速筒夾刀把等系列產品具備高剛性和高精度夾持能力。例如,普慧HER筒夾刀把採用特殊梯形螺牙設計,夾持時偏擺低於5µm且夾持扭力是一般ER刀柄的2.3倍,可在重切削中優化切深和進給效率;熱縮刀把通過感應加熱膨脹內孔,能在高速銑削下保持穩定夾緊並減少干涉;油壓刀把利用液壓膨脹達3µm夾持精度並具阻尼減振效果,能有效降低切削顫振、提高生產效率。選用以上高性能刀柄能讓銑刀發揮最佳切削效果。
綜上所述,正確選擇銑刀型號與材質,並搭配精度高、剛性好的刀柄,有助於提升加工品質與效率。使用適合的刀具和刀柄組合能有效降低切削力、延長刀具壽命、改善工件表面粗糙度。例如,普慧HER筒夾刀柄能優化切削深度與進給效率,油壓刀柄則可大幅降低切削顫振並提升生產效率。建議讀者依據加工需求深入了解不同刀具及刀柄的特性,並選擇符合條件的組合,以實現穩定、高效的CNC銑削加工。透過適當搭配高性能刀具與刀柄,您將能顯著提升加工結果並降低生產成本。






刀把知識小百科
HER筒夾式刀把(刀桿)以結構穩定的設計實現高精度與可靠加工表現
January 27, 2026

媒體新聞
客製化液壓膨脹心軸的優勢-引領先端製造的關鍵技術
June 30, 2025
展覽動態
2026年3/25(三)-3/28(六)台灣國際工具機展,即將開展。
March 5, 2026

廠內動態
南臺科技大學機械系師生蒞臨普慧公司進行企業實務參訪
December 17, 2025

技術培訓
2025年,普慧技術團隊前往知名航太製造公司,以「筒夾式刀把的使用與保養」為主題進行教育訓練。
December 9, 2025