
Precision CNC Tool Holder
The cnc tool holder is the key to connecting the spindle and the tool. Only with suitable tool holders under different processing conditions can it achieve the highest benefit with half the effort. We provide a full range of high-precision and high-quality cnc tool holders with innovative clamping technology and mature and professional manufacturing capabilities. Providing the best solutions to meet the different requirements of customers is our continuous goal.
Precision CNC Tool Holder
The cnc tool holder is the key to connecting the spindle and the tool. Only with suitable tool holders under different processing conditions can it achieve the highest benefit with half the effort. We provide a full range of high-precision and high-quality cnc tool holders with innovative clamping technology and mature and professional manufacturing capabilities. Providing the best solutions to meet the different requirements of customers is our continuous goal.
Our Quality
普慧刀把品質
| MATERIAL | hardness | Surface roughness | Cryogenic treatment | Taper shank accuracy | |
|---|---|---|---|---|---|
|
|
Steep Taper NiCrMo HSK / Premium Chucks Higher Grade | 55~58 Hrc Depth of Min. 0.8 mm | RA. 0.15 μm | 180 Degrees | AT3 or Better than DIN69893 |
| other brands | CrMo NiCrMo | 50~55 Hrc Depth of Min. 0.6 mm | RA. 0.2-0.4 μm | Nil or Only Sub-Zero (-90) | AT4 or Out of DIN69893 |
| Deflection accuracy | Grinding equipment | inspection method | Tool Holder Balancing | ||
|---|---|---|---|---|---|
|
|
Same as Indicated in Catalogue | State of the Art from Swiss | 100% Checked with Certified Gauge by Trained Technicians | Actual Balanced with Balanced Machines | |
| other brands | Often Different as Indicated in Catalogue | Normal Grinder | Radon Inspection with Non Certified Gaugeby Non Trained Emplyees | Only Pre-Balanced but Claimed Balanced |
Cryogenic Treatment
The Austenite remaining inside the knife can be turned into Martensite, and its variable structure can reach 97% ~ 98%. The picture on the right is a metallographic diagram of two pieces of the same material but different heat treatment. If the knife handle is treated with cryogenic treatment, its life and stability far exceed those of untreated material. The company's products are HY, CR, PFC and so on.
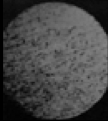
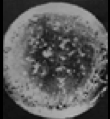
Left | Metallographic diagram after ultra-cold treatment
Right | Metallographic diagram without ultra-cooling treatment
Precision CNC Tool Holder Product List
Deep hole machining・3μm high precision・Reduce tool loss
Shrink Fit Chuck
Shrink Fit Tool Holder

Quick tool change within 10 seconds・3μm high precision
Hydraulic Chuck
Hydraulic Tool Holder

Heavy cutting・5μm high precision・Super clamping torque
HER collet Chuck
Collet Tool Holder

Filter
{{ Object.keys(filterParams).length > 0 ? '篩選結果' : '全系列刀把' }} ({{ products.length }})
FAQ
Product FAQS
Is Incorrect Tool Holder Selection Causing Poor Machining Accuracy?
While various factors impact machining accuracy, in the realm of tooling systems, it is often caused by incorrect tool holder selection and excessive runout after tool clamping. Therefore, we recommend selecting a tool holder that matches your precision needs. For instance, you can choose our Hydraulic Chuck series (3μm runout at 4xD), the HER Collet Chuck series (5μm runout), or, if you have the heating equipment, our Shrink Fit series (3μm runout).
Struggling with Low Machining Efficiency?
Low efficiency often occurs during stepped diameter machining, like bicycle forks, or when handling complex parts with high precision demands. To resolve this, our team will review your cutting conditions and design a customized workflow using special tailored tool holders and multi-step form tools to optimize your overall performance.
Experiencing Tool Instability or Tool Pull-out?
Tool instability and pull-out are typically the result of insufficient clamping force or improper tightening torque. To resolve this issue, we recommend selecting a Milling Chuck or a Side Lock tool holder. We especially recommend our highly rigid HER Collet Chuck Series, featuring a 5μm runout accuracy. Furthermore, it is crucial to always use a torque wrench to tighten the holder according to the specific torque parameters provided.
When to Choose Coolant-Through Tool Holders?
Tool holders with internal coolant delivery are primarily chosen for their ability to improve chip evacuation, enhance chip breaking, and effectively lower temperatures during heavy or deep machining. To accommodate these specific requirements, we offer customers two versatile cooling designs: Center Coolant and Flange (Face) Coolant options, ensuring optimal performance for your application.
How to Maintain and Troubleshoot Your Tool Holders?
Common tool holder failures:
- Deformation: Often caused by machine crashes (collisions) or severe thermal distortion.
- Rust and Corrosion
- Pull Stud Wear
- Collet damage
- Nut Wear
- Severe carbon residue accumulation on Shrink Fit tool holders
- Fluid leaking from Hydraulic Chucks, usually caused by improper operation
...etc. To prevent the issues mentioned above and minimize tool holder degradation, establishing a routine cleaning habit is crucial. More importantly, operators must fully understand the correct operating procedures and strictly adhere to safety guidelines to ensure long-lasting performance.